- Kurssit hitsaajille
- Putkien hitsaus
- Aloittelevien hitsaajien virheet
- Kuinka valita elektrodit hitsaukseen
- Valokaarisytytys
- Kuinka hitsata sauma
- Pystysuorien saumojen hitsaus
- Kuinka hitsata vaakasauma
- Katon sauma
- Sähköhitsauksen turvaohjeet
- Valmistautuminen hitsaukseen
- Vinkkejä: kuinka oppia tekemään ruokaa sähköhitsauksella itse
- Manuaalinen kaarihitsaustekniikka. Kuinka kokata hitsaamalla
- Kaarihitsaus
- Puoliautomaattinen metallin inerttikaasuhitsaus (MIG)
- Työkalut ja välineet
- Laitetyypit
- Työkalut ja välineet
- Yleisiä alokasvirheitä
- Hitsauskoneiden tyypit
- muuntaja
- invertterit
- Sähköhitsaustekniikka
- Kuinka sytytä kaari
- Hitsausnopeus
Kurssit hitsaajille
Hitsauksen voi hallita erikoiskursseilla. Hitsauskoulutus on jaettu teoria- ja käytännön koulutukseen. Voit opiskella henkilökohtaisesti tai etänä. Kursseilla opetetaan hitsaustekniikkaa aloittelijoille ja muita tärkeitä viisauksia. Tärkeää on mahdollisuus opetella ruoanlaittoa hitsaamalla käytännön tunneilla opettajan valvonnassa. Opiskelijat saavat käsityksen käytettävissä olevista hitsauslaitteista, puikkojen valinnasta, turvallisuussäännöistä.
Voit opiskella yksin tai ryhmässä.Jokaisella vaihtoehdolla on omat etunsa. Yksilöllisesti opiskellessa voit hallita vain niitä tietoja, joista voi olla hyötyä tulevaisuudessa. Mutta ryhmässä opiskellessa on mahdollisuus kuulla opiskelutovereiden virheiden analysointia ja sitä kautta hankkia lisätietoa.
Kurssien suorittamisen ja hankitut tiedot ja käytännön taidot vahvistavien kokeiden läpäisemisen jälkeen hyväksytystä näytteestä myönnetään todistus.
Putkien hitsaus
Sähkökaarihitsauksella on mahdollista tehdä putken kehän ympäri kulkeva vaakasauma ja sivussa kulkeva pystysauma sekä ylä- ja alasaumat. Kätevin vaihtoehto on pohjasauma.

Teräsputket on hitsattava päästä päähän, samalla kun kaikki reunat hitsataan seinien korkeudelta. Käytön aikana elektrodi on asennettava 45 asteen kulmaan - tämä tehdään tuotteiden sisäänvirtauksen vähentämiseksi. Sauman leveyden tulee olla 2-3 mm, korkeuden - 6-8 mm. Jos hitsaus on päällekkäin, vaadittu leveys on jo 6-8 mm ja korkeus 3 mm.
Välittömästi ennen työn aloittamista on suoritettava valmistelutoimenpiteet:
- Sinun on siivottava esine.
- Jos putken reunat ovat vääntyneet, kohdista ne tai leikkaa ne pois kulmahiomakoneella tai yksinkertaisella hiomakoneella.
- Reunat, joista sauma kulkee, on puhdistettava kiiltäviksi.
Valmistelun jälkeen voit ryhtyä töihin. Kaikki liitokset on hitsattava jatkuvasti, täysin hitsaamalla. Enintään 6 mm leveät putkiliitokset hitsataan 2 kerroksessa, leveys 6-12 mm 3 kerroksessa ja seinämän leveys yli 19 mm 4 kerroksessa. Pääominaisuus on putkien jatkuva puhdistaminen kuonasta, eli jokaisen valmiin kerroksen jälkeen on tarpeen puhdistaa se kuonasta ja vasta sitten keittää uusi.Erityistä varovaisuutta on noudatettava ensimmäisen sauman työstössä, kaikki tylsyys ja reunat on sulatettava. Ensimmäinen kerros tarkistetaan huolellisesti halkeamien varalta, jos niitä on, ne on sulatettava tai leikattava ja hitsattava uudelleen.
Kaikki seuraavat kerrokset hitsataan hitaasti kääntämällä putkea. Viimeinen kerros hitsataan tasaisella siirtymällä perusmetalliin.
Aloittelevien hitsaajien virheet
Jotta voit oppia ruoanlaiton sähköhitsauksella, sinun on otettava huomioon tärkeimmät virheet, joita aloittelijat tekevät:
- Elektrodin liikuttaminen liian nopeasti, mikä johtaa epätasaiseen saumaan.
- Liian hidas sauman liike, kun taas metalliin muodostuu reikiä ja palovammoja.
- Liian epätasainen ja tasainen sauma. Suurin virhe tässä on elektrodin kulmassa.
- Metallivika. Tämä johtuu siitä, että metallin ja elektrodin välistä 5 mm:n rakoa ei havaittu, eli rako oli liian pieni.
- Muuten, kun rako on liian suuri, metalli ei kiehu läpi.
Kaikki edellä mainitut virheet ovat vain pahimpia. On monia muita vivahteita, jotka voidaan ymmärtää vain kokemuksella.
Ohutseinämäistä metallia tai profiileja hitsattaessa vaaditaan huolellista työskentelyä. Ohuet osat voidaan hitsata käyttämällä puhdistettua elektrodia ja hitsaamalla suoraan sen päälle.
Ei-rautametallien hitsaus on hämmästyttävän erilaista, koska se vaatii muita elektrodeja. Tarvitaan myös erityinen suojaympäristö. Nyt voit ostaa yleislaitteita, jotka kypsentävät melkein mitä tahansa metallia.
Ohutseinäisten metallien käsittelyyn on olemassa myös puoliautomaattisia laitteita. Sen olemus piilee erityisen langan laskemisessa.
Kuinka valita elektrodit hitsaukseen
Elektrodi on metallitanko, jonka avulla voit johtaa virtaa hitsattavaan työkappaleeseen. Elektrodeja on eri merkkejä, vaan hitsaukseen teräs, tavanomaiset elektrodit invertterille, jonka halkaisija on 3 mm, sopivat. Mitä paksumpi metalli on, sitä suurempi on hitsauspuikkojen halkaisija.

On erittäin tärkeää, että hitsauskoulutuksessa käytettävät elektrodit ovat korkealaatuisia ja tietysti kuivia. Kosteita elektrodeja käytettäessä kokeneenkin hitsaajan on erittäin vaikea lyödä kaaria ja pitää se vakaassa tilassa.
Siksi, jos päätät oppia hitsaamaan, sinun tulee käyttää vain korkealaatuisia kulutusosia näihin tarkoituksiin.
Valokaarisytytys
Sitten sinun on kytkettävä invertteri päälle. Tämä sähköhitsauksen yksinkertaisin toimenpide suoritetaan kääntämällä kytkin päälle. Virta-arvo tulee asettaa säätimellä, joka näkyy helposti laitteen etupaneelista. Valitulle elektrodille soveltuu virta 100 A. Laske maski alas ja jatka eteenpäin.

Ensinnäkin sinun on selvitettävä kaaren sytytystaito. Uudella elektrodilla tämä tapahtuu yksinkertaisesti pyyhkäisemällä sitä osan poikki. Muista kuinka sytytät tulitikkuja. Jos elektrodi oli jo käytössä, niiden on koputtava metallipintaan. Tapahtuu, että aloittelijoiden käsissä oleva elektrodi tarttuu metalliin. Tämä on helppo korjata kallistamalla elektrodia jyrkästi sivulle. Jos se ei ollut mahdollista repiä irti, sinun on sammutettava invertteri. Sitten tartuntakohdat katoavat itsestään.





Sytytetty elektrodi muodostaa hitsauskaaren. Sen ylläpitämiseksi sinun on opittava säilyttämään etäisyys metalliin 3-5 mm. Lähestyessä voi tapahtua oikosulku, johon liittyy tarttumista. Kun siirryt pois, kaari katoaa.
Kuinka hitsata sauma
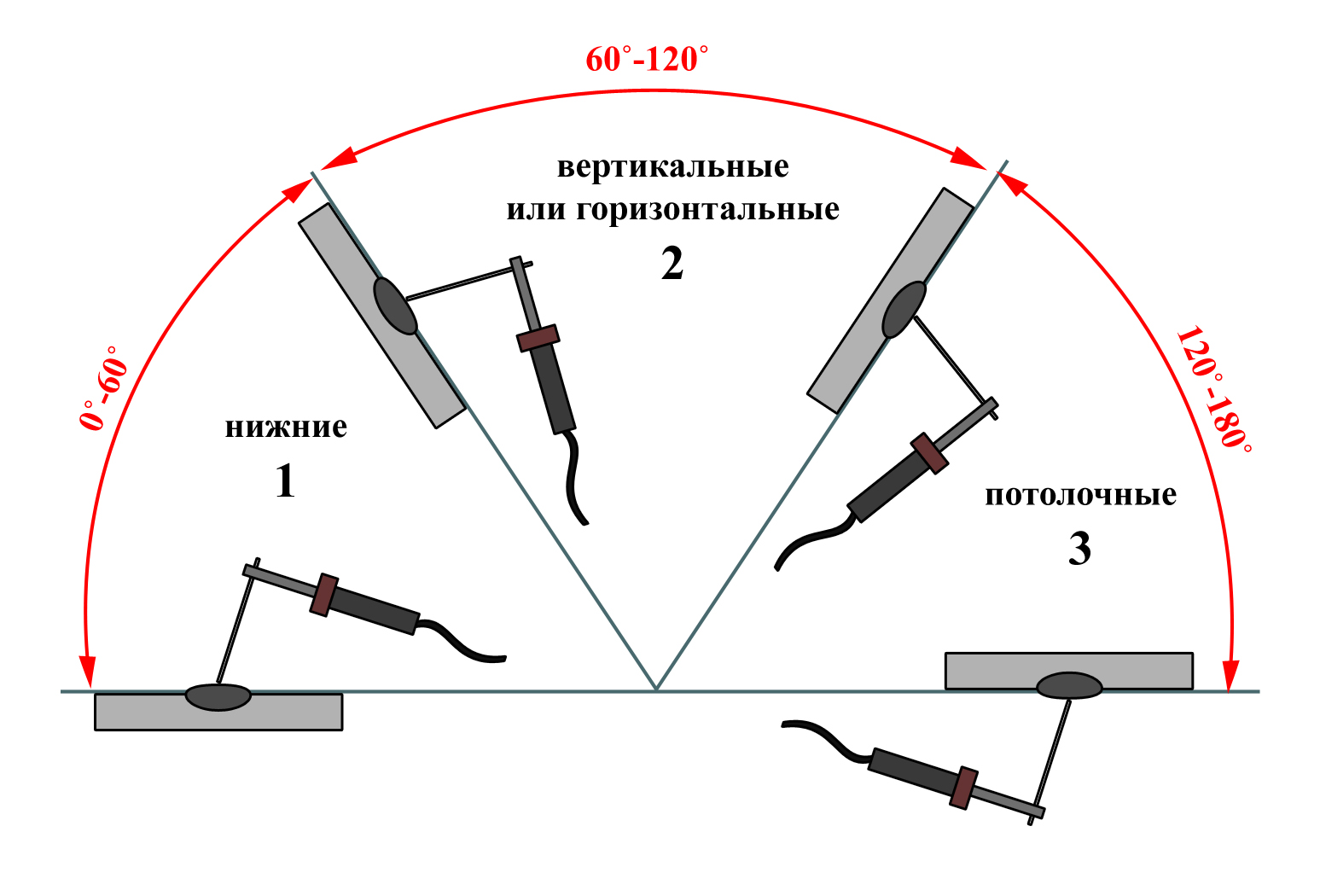
Alemmassa asennossa hitsattaessa ei synny vaikeuksia edes aloittelevalle hitsaajalle. Mutta kaikki muut säännökset edellyttävät tekniikan tuntemusta. Jokaisella kannalla on omat suosituksensa. Kunkin tyyppisten hitsien valmistustekniikkaa käsitellään alla.
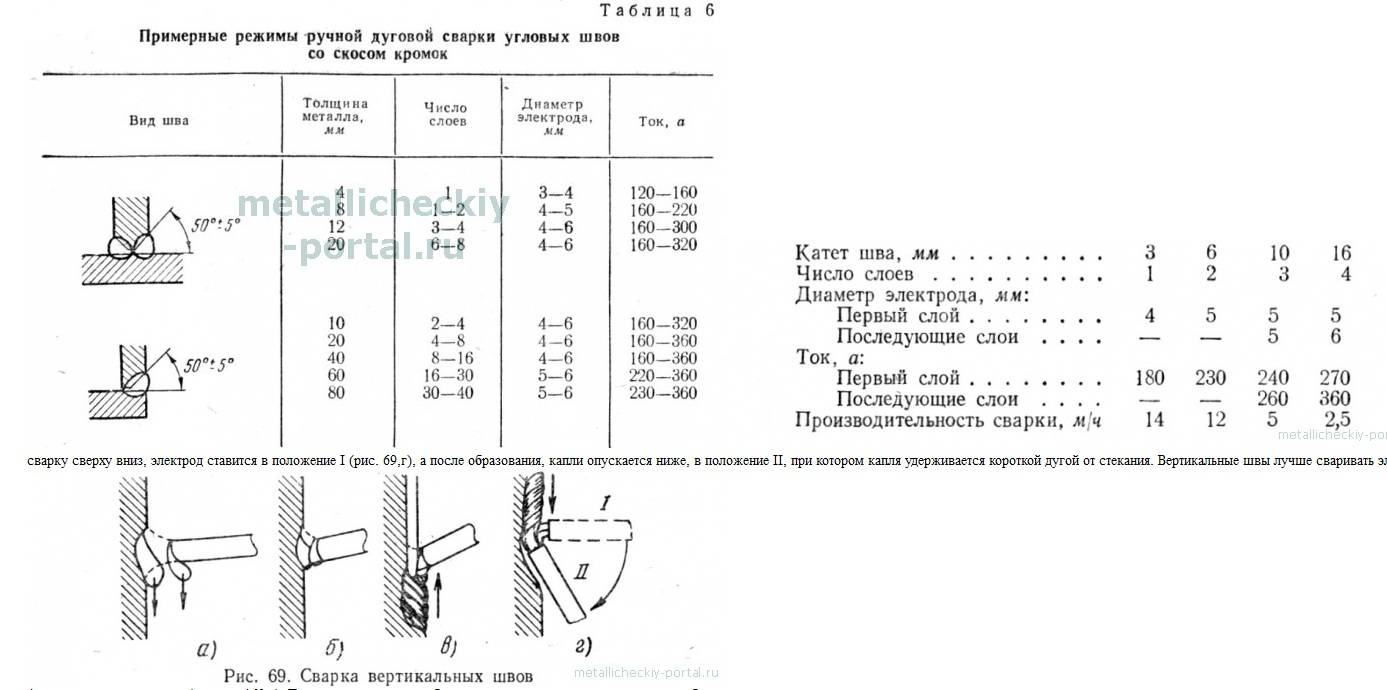
Pystysuorien saumojen hitsaus
Hitsattaessa osia pystyasennossa sula metalli liukuu alas painovoiman vaikutuksesta. Pisaroiden irtoamisen estämiseksi käytetään lyhyempää kaaria (elektrodin kärki on lähempänä hitsausallasta). Jotkut käsityöläiset nojaavat yleensä osaan, jos elektrodit sallivat (eivät tartu).
Metallin esikäsittely (uritus) suoritetaan liitostyypin ja hitsattavien osien paksuuden mukaan. Sitten ne kiinnitetään ennalta määrättyyn asentoon, joka on yhdistetty useiden senttimetrien askeleella lyhyillä poikittaissaumoilla - "taksoilla". Nämä saumat eivät salli osien liikkumista.
Pystysuora sauma voidaan hitsata ylhäältä alas tai alhaalta ylös. On mukavampaa työskennellä alhaalta ylöspäin: näin kaari työntää hitsausaltaan ylös estäen sitä laskeutumasta alas. Tämä helpottaa laadukkaan sauman tekoa.
Pystysuoran sauman hitsaus alhaalta ylöspäin: elektrodin asento ja mahdolliset liikkeet
Tämä video näyttää kuinka pystysuora sauma hitsataan oikein sähköhitsauksella, jolloin elektrodi liikkuu alhaalta ylöspäin ilman irtoamista. Myös lyhytrullatekniikkaa esitellään. Tässä tapauksessa elektrodin liikkeet tapahtuvat vain ylös ja alas, ilman vaakasuuntaista siirtymää, sauma on melkein tasainen.
Pystysuorassa asennossa olevia osia on mahdollista yhdistää kaarierottelulla.Aloitteleville hitsaajille tämä voi olla helpompaa: erotuksen aikana metallilla on aikaa jäähtyä. Tällä menetelmällä voit jopa laskea elektrodin hitsatun kraatterin hyllylle. Se on helpompaa. Liikkeiden kuvio on melkein sama kuin ilman taukoa: sivulta toiselle, silmukoilla tai "lyhyellä rullalla" - ylös ja alas.
Kuinka keittää pystysuora sauma rakolla, katso seuraava video. Sama opetusvideo näyttää virran voimakkuuden vaikutuksen sauman muotoon. Yleensä virran tulee olla 5-10 A pienempi kuin suositeltu tietyntyyppiselle elektrodille ja metallipaksuudelle. Mutta kuten videosta näkyy, tämä ei aina pidä paikkaansa, ja se määritetään kokeellisesti.
Joskus pystysuora sauma hitsataan ylhäältä alas. Tässä tapauksessa kaaria käynnistettäessä pidä elektrodia kohtisuorassa hitsattaviin pintoihin nähden. Sytytyksen jälkeen tässä asennossa lämmitä metalli, laske sitten elektrodi alas ja kypsennä tässä asennossa. Pystysuoran sauman hitsaus ylhäältä alas ei ole kovin kätevää, se vaatii hyvää hitsausaltaan hallintaa, mutta tällä tavalla voit saavuttaa hyviä tuloksia.
Pystysuoran sauman hitsaus sähköhitsauksella ylhäältä alas: elektrodin asento ja sen kärjen liike
Kuinka hitsata vaakasauma
Vaakasuora sauma pystytasolla voidaan suorittaa sekä oikealta vasemmalle että vasemmalta oikealle. Ei ole eroa, kenelle se on mukavampaa, hän tekee ruokaa niin. Kuten pystysuoraa saumaa hitsattaessa, kylpy pyrkii laskemaan alas. Siksi elektrodin kaltevuuskulma on melko suuri. Se valitaan liikenopeuden ja nykyisten parametrien mukaan. Pääasia, että kylpy pysyy paikallaan.
Vaakasaumojen hitsaus: puikkojen asento ja liikkeet
Jos metalli valuu alas, lisää liikenopeutta ja lämmitä metallia vähemmän.Toinen tapa on tehdä kaaren katkaisu. Näinä lyhyinä väliajoina metalli jäähtyy hieman eikä valu. Voit myös pienentää virtaa hieman. Vain kaikkia näitä toimenpiteitä sovelletaan vaiheittain, ei kaikkia kerralla.
Alla oleva video näyttää kuinka metalli hitsataan oikein vaaka-asennossa. Videon toinen osa pystysaumoista.
Katon sauma
Tämän tyyppinen hitsausliitos on vaikein. Edellyttää korkeaa taitoa ja hyvää hitsausaltaan hallintaa. Tämän sauman suorittamiseksi elektrodia pidetään suorassa kulmassa kattoon nähden. Kaari on lyhyt, liikenopeus vakio. Tee pääasiassa pyöreitä liikkeitä, jotka laajentavat saumaa.








Sähköhitsauksen turvaohjeet
Metallin sähköhitsaukseen ei liity pelkästään lämmön, kipinöiden jne. vapautumista. Väärin käsiteltynä voit helposti saada sähköiskun.
Siksi, ennen kuin tartut elektrodipidikkeeseen ensimmäistä kertaa, täytä joukko seuraavia vaatimuksia:
- Suojaa silmäsi. Näitä tarkoituksia varten on olemassa erityisiä naamioita hitsaajille tai heidän edeltäjilleen, suojat valosuodattimilla;
- Muista työskennellä haalareissa, sen on oltava valmistettu palamattomista materiaaleista, kädet ja jalat on peitettävä;
- Käytä kumitettuja kenkiä ja käsineitä, hitsaajan leggingsejä. Näin minimoit sähköiskun riskin.
Emme saa unohtaa, että muun muassa sähköhitsaus on vaarallista myös sähköiskun vuoksi. Siksi on mahdotonta kokata hitsaamalla kadulla, vaikka sataakin kevyesti. Et myöskään voi kokata polttoaine-, kaasu- jne astioissa. Käytä aina kumitettuja haalareita käsien ja jalkojen suojaamiseksi.

Nykyään kotitalouksien hitsaukseen käytetään useimmiten invertteriä. Nämä ovat kevyitä ja mobiililaitteita, joilla voidaan hitsata terästä, valurautaa ja ruostumatonta terästä.
Valmistautuminen hitsaukseen
Sähköhitsauskoulutus on käytännön prosessi, joka vaatii jonkin verran koulutusta. Ensinnäkin sinun on huolehdittava turvallisuudesta. Hitsaajan työ on melko vaarallista:
- Palovammojen mahdollisuus sulan metallin roiskeista;
- Myrkytys myrkyllisillä eritteillä korkeissa lämpötiloissa;
- Sähköiskun mahdollisuus;
- Silmävamma, jos suojalaseja ei käytetä.

Oikea sähköhitsauslaitteiden ja -laitteiden valinta on avain turvalliseen prosessiin. Hitsaustöihin tarvitset:
Tiheästä kankaasta valmistettu puku, joka peittää vartalon, kädet ja jalat kokonaan;
Silmien suojaamiseen voidaan käyttää erikoislaseja, mutta suosittelemme kiinnittämään huomiota maskeihin. Ne suojaavat myös kasvoja ja ovat turvallisempia hitsausprosessissa;
Laadukkaat hitsauslaitteet;
elektrodit;
ämpäri vettä mahdollisten tulipalojen poistamiseksi;
Oikea paikka hitsaukseen
On suositeltavaa pysyä ulkona ja poistaa kaikki lähellä olevat syttyvät esineet.
Nykyaikaiset markkinat edustavat laajaa valikoimaa sähköhitsauskoneita, joiden valikoima jakautuu kolmeen päätyyppiin:
- Muuntaja, joka muuntaa vaihtovirran hitsausta varten. Tämäntyyppinen hitsauskone ei usein anna vakaata sähkökaarta, mutta syö paljon jännitettä;
- Tasasuuntaaja muuntaa tasavirraksi kuluttajaverkosta. Nämä laitteet mahdollistavat korkean vakauden sähkökaaren saamisen;
- Invertterin avulla voit muuntaa kotiverkon virran tasavirraksi hitsausta varten. Näille laitteille on ominaista valokaaren helppo syttyminen ja korkea suorituskyky.
Hitsaus aloittelijoille: video-opetusohjelmat - katso ja opi vivahteita.
Aloittelijoita kehotetaan valitsemaan elektrodit, kuten kiinteät tangot, jotka on päällystetty kuluvalla koostumuksella. Aloittelevan hitsaajan on helpompi tehdä tasainen sauma tällaisilla elektrodeilla. Aloittelijan sauvojen koko on 3 mm.
Vinkkejä: kuinka oppia tekemään ruokaa sähköhitsauksella itse
On täysin mahdollista hitsata metallirakenne itse 1 päivässä, jos tiedät kuinka monta elektrodia tarvitaan, mitä tarvitset, ja edellyttäen, että tuote ei ole liian suuri.
Ja mitä muuta sinun tulee pitää mielessä oppiaksesi valmistamaan itse:
Hitsaajan on tärkeää paitsi työskennellä oikein, myös oppia perusasiat, erityisesti millainen toimintatapa tietylle materiaalille vaaditaan, koska metalli voi olla terästä, metalliseoksia tai kankaita, kuten metallin väriä. .
Muista tutkia menetelmiä, joilla voit tehdä tietyn sauman.
On tarpeen lähestyä oikein elektrodien ja hitsauslangan valintaa.
Jos aluksi ei vaadita korkeimman luokan ammattilaiseksi, voit oppia hitsaamaan itse, jos katsot video-oppaita, piirustuksia saumoilla ja opit myös ammattilaisten neuvoja. Koulutus tulee olemaan pitkä, mutta mahdollisesti tuottava, varsinkin jos yrität vähitellen tehdä saumoja, mikä lisää työkokemusta.

Monet ihmiset käyttävät mieluummin resanttia, koska tekniikka kestää pitkiä kuormituksia, minkä ansiosta voit nopeasti saada asian päätökseen. Ensimmäisillä yrityksillä työskennellä hitsauksen kanssa on parempi käyttää oikeaa invertteriä, ja vasta sitten suurella kokemuksella se on mahdollista millä tahansa muulla laitteella. Elektrodien osalta on suositeltavaa valita "3".Ne ovat helppokäyttöisiä, ja mikä tärkeintä, ne eivät ylikuormita sähköverkkoa.
Yleensä hitsauslaitteet jaetaan tyyppeihin - muuntaja, tasasuuntaaja, invertteri. Miksi suosio jää invertterien taakse? Ne ovat kompakteja, kevyitä ja erittäin helppokäyttöisiä aloittelijalle. Hitsauksen oppimisen ensimmäisissä vaiheissa kannattaa ottaa yksinkertaisempia metallityyppejä ja mieluiten tasaisia elementtejä, jotta tehtävä ei vaikeuteta.






Ennen hitsausta sinun on valmisteltava:
- Ämpäri vedellä;
- Vasara kuonan murskaamiseen;
- rauta harjalla;
- Naamio, joka suojaa kasvojen ja kaulan aluetta;
- Käsineet, jotka on valmistettu erityisestä kankaasta, joka on kyllästetty koostumuksella estämään kankaan syttymistä ja palamista;
- Erikoisvaatteet pitkät hihat.
Älä unohda, että hitsattu liike on palovaara, ja siksi on ehdottomasti kiellettyä olla palavien tai syttyvien esineiden lähellä vakavien seurausten välttämiseksi.
Manuaalinen kaarihitsaustekniikka. Kuinka kokata hitsaamalla
Ennen käytännön harjoituksiin siirtymistä haluaisin vielä kerran muistuttaa turvatoimista. Ei puisia työpenkkejä ja palavia materiaaleja työpaikan lähellä. Muista laittaa vesisäiliö työpaikalle. Ole tietoinen tulipalon vaarasta.
Selvittääksemme kuinka hitsata oikein hitsaamalla esittelemme tarkat ohjeet ja videon hitsausprosessista.
Yritä ensin iskeä kaari ja pidä sitä vaaditun ajan. Voit tehdä tämän noudattamalla neuvojamme:
- Hitsattavien osien pinnat on puhdistettava lialta ja ruosteesta metalliharjalla.Tarvittaessa niiden reunat sovitetaan toisiinsa.
- On parasta oppia ruoanlaitto sähköhitsauksella oikein tasavirralla, joten liitä "positiivinen" liitin osaan, asenna elektrodi puristimeen ja aseta tarvittava virranvoimakkuus hitsauskoneeseen.
- Kallista elektrodia työkappaleeseen nähden noin 60° kulmassa ja vie se hitaasti metallipinnan yli. Jos kipinöitä ilmenee, nosta tangon päätä 5 mm sytyttääksesi valokaaren. Ehkä et saanut kipinöitä elektrodin reunassa olevan pinnoitekerroksen tai kuonakerroksen vuoksi. Napauta tässä tapauksessa osaa elektrodin kärjellä, kuten sähköhitsauksella oikein hitsausvideossa ehdotetaan. Tuloksena olevaa kaaria tukee 5 mm:n hitsausrako koko hitsausprosessin ajan.
- Jos kaari syttyy hyvin vastahakoisesti ja elektrodi tarttuu metallipintaan koko ajan, lisää virtaa 10-20 A. Jos elektrodi tarttuu kiinni, ravista pidikettä puolelta toiselle, mahdollisesti jopa voimakkaasti.
- Muista, että sauva palaa koko ajan, joten vain 3-5 mm:n rako pysyy vakaana.
Kun olet oppinut iskemään kaaren, yritä liikuttaa elektrodia hitaasti itseäsi kohti samalla kun teet liikkeitä 3-5 mm amplitudilla puolelta toiselle. Yritä ohjata sulaa reunalta kohti hitsisulan keskustaa. Kun olet hitsannut noin 5 cm pituisen sauman, irrota elektrodi ja anna osien jäähtyä. Naputa sitten vasaralla risteyksessä kuonaa kaataaksesi. Oikeassa saumassa on monoliittinen aaltomainen rakenne ilman kraattereita ja epähomogeenisuutta.
Sauman puhtaus riippuu suoraan kaaren koosta ja elektrodin oikeasta liikkeestä hitsauksen aikana.Katso video keittämisestä hitsaamalla, joka on kuvattu suojasuodattimilla. Tällaisissa videoissa näet selvästi, kuinka kaari ylläpidetään ja elektrodia liikutetaan korkealaatuisen sauman saamiseksi. Voimme tehdä seuraavat suositukset:
- Vaadittu kaaren pituus ylläpidetään tangon translaatioliikkeellä akselia pitkin. Sulamisen aikana elektrodin pituus pienenee, joten on tarpeen tuoda pidike tangolla jatkuvasti lähemmäksi osaa noudattaen vaadittua välystä. Tätä korostetaan lukuisissa videoissa, joissa kerrotaan ruoanlaiton oppimisesta.
- Elektrodin pituussuuntainen liike saa aikaan ns. filamenttirullan kerrostumisen, jonka leveys on yleensä 2-3 mm suurempi kuin tangon halkaisija ja paksuus riippuu liikenopeudesta ja virran voimakkuudesta. Kierrerulla on todellinen kapea hitsi.
- Sauman leveyden lisäämiseksi elektrodia siirretään sen linjan yli suorittaen värähteleviä edestakaisin liikkuvia liikkeitä. Hitsin leveys riippuu niiden amplitudin suuruudesta, joten amplitudin suuruus määräytyy tiettyjen olosuhteiden perusteella.
Hitsausprosessissa käytetään näiden kolmen liikkeen yhdistelmää monimutkaisen reitin muodostamiseksi.
Tarkasteltuasi videon sähköhitsauksella hitsauksesta ja tutkittuasi tällaisten lentoratojen kaavioita, voit selvittää, mitä niistä voidaan käyttää päällekkäis- tai puskuhitsaukseen, osien pysty- tai kattojärjestelyyn jne.
Käytön aikana elektrodi sulaa kokonaan ennemmin tai myöhemmin. Tässä tapauksessa hitsaus lopetetaan ja pidikkeessä oleva tanko vaihdetaan. Työn jatkamiseksi kuona kaadetaan alas ja kaari sytytetään tuleen 12 mm:n etäisyydellä sauman päähän muodostuneesta kraatterista.Sitten vanhan sauman pää sulatetaan uudella elektrodilla ja työ jatkuu.
Kaarihitsaus
Manuaalista kaarihitsausta käytetään laajalti kaikilla kansantalouden sektoreilla ja jokapäiväisessä elämässä metallirakenteiden elementtien liittämiseen. Sen erottuvia ominaisuuksia muihin hitsausliitoksiin verrattuna ovat:
- Hitsauskoneen ja tarvikkeiden, jotka ovat elektrodit, suhteellisen alhaiset kustannukset.
- Laadukkaiden hitsausliitosten hankkiminen yleisistä metallilajeista, mukaan lukien ruostumattomat seokset.
- Mahdollisuus suorittaa hitsaustyöt monissa vaikeapääsyisissä paikoissa - tätä helpottaa laitteen pieni paino ja helppo kytkeä sähköön.

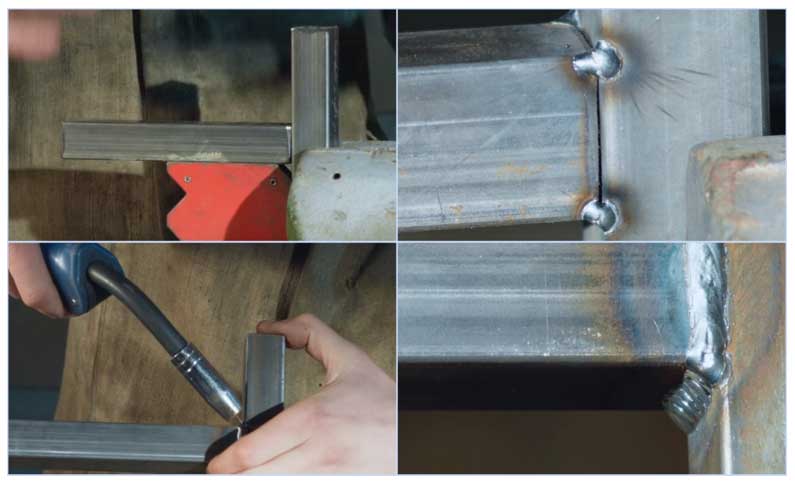
Riisi. 7 Ohuen profiiliputken hitsaus - saumojen tyyppi
Työn suorittaminen sähkökaarihitsauksella koostuu seuraavista vaiheista:
- Putkien päät valmistetaan hitsausta varten, tätä varten ne puhdistetaan ruosteesta, minkä jälkeen aihiot asetetaan vaaditulle etäisyydelle täyttämään sauma metallilla sulasta elektrodista, usein tähän käytetään erityisiä laitteita.
- Hitsauskone kytketään päälle asettamalla tarvittava virta sisäänrakennetun indikaattorin mukaan, elektrodi työnnetään hitsauskoneeseen kytkettyyn pidikkeeseen, toinen pää kiinnitetään putkeen.
- Hitsattavien osien asento toistensa suhteen kiinnitetään pistehitsauksella (tacks), jonka jälkeen sähköhitsaus suoritetaan käyttämällä suojavaatetusta, maskia ja hitsaajan käsineitä.
- Työn lopussa kalkki kaadetaan ja sauma puhdistetaan metalliharjalla.
Puoliautomaattinen metallin inerttikaasuhitsaus (MIG)
Nykyaikaisten teknologioiden ansiosta profiilituotteet on hitsattu yksinkertaisimmalla tavalla kotioloissa, mikä ei vaadi paljon kokemusta ja monien vuosien koulutusta hitsaajana.
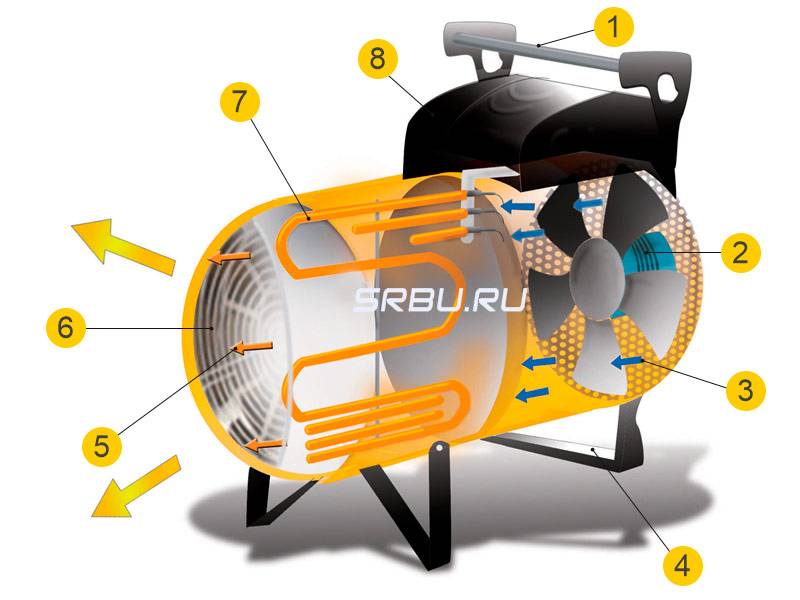
Riisi. 8 Kuinka MIG toimii
Puoliautomaattinen inerttikaasuhitsaus (MIG) on evoluution vaihe tavanomaisen kaarihitsauksen kehityksessä, johon verrattuna sillä on seuraavat edut:
- Elektrodin sijasta erityinen lanka, jonka halkaisija on 0,6-1,2 mm, syötetään automaattisesti hitsausaltaaseen polttimen kautta, kelataan keloiksi - tämä automatisoi prosessin ja vähentää elektrodien vaihtoaikaa.
- Yhdessä langan kanssa inerttiä kaasua (yleensä hiilidioksidin ja argonin seos) syötetään polttimeen hitsausholkin kautta - tämä estää kuonan muodostumisen ja parantaa hitsin laatua.
Tämän tekniikan ansiosta puoliautomaattisella hitsauksella on seuraavat edut sähkökaarikoneisiin verrattuna:
- Voit hitsata ohuita työkappaleita, joiden paksuus on 0,5 mm.
- Keittää terästä, ruostumatonta terästä, valurautaa, alumiinia ja ei-rautametalleja.
- Töitä suoritettaessa ei ole kuonaa eikä käytännössä ole savua - tämä on vähemmän haitallista terveydelle, parantaa sauman laatua sähkökaarimenetelmiin verrattuna.
MIG:n haittoja ovat tilavuus (vaatii massiivisen kaasusylinterin ja langansyöttöjärjestelmän polttimeen) ja mahdottomuus työskennellä voimakkaissa tuulissa, jotka puhaltavat kaasua ulos hitsausvyöhykkeestä.
Riisi. 9 Ohutseinäisten profiiliputkien hitsaus inertissä kaasuympäristössä
Työkalut ja välineet
Manuaalinen kaarihitsaustekniikka on suhteellisen yksinkertainen, ja se suoritetaan käyttämällä erikoislaitteita ja elektrodeja.Tarvitset myös aputyökaluja ja suojavarusteita.





Laitetyypit
Tee-se-itse-kaarihitsaukseen voidaan käyttää kolmenlaisia laitteita:
- muuntajat. Tällaisten laitteiden toimintaperiaate perustuu vaihtovirtaan. On huomattava, että ne ovat melko raskaita, voivat aiheuttaa äkillisiä jännitteen muutoksia yleisessä sähköverkossa ja ovat erittäin meluisia. Tasaisen sauman tekeminen muuntajalle on melko vaikeaa, vain kokeneet hitsaajat voivat tehdä sen. Mutta jos aloittelevat käsityöläiset koulutetaan kaarihitsaukseen muuntajan avulla, on paljon helpompaa työskennellä muiden laitteiden kanssa;
- tasasuuntaajat. Laitteiden toiminnasta huolehtivat puolijohdediodit. Tämän tyyppiset yksiköt muuttavat vaihtovirran tasavirraksi. Nämä ovat monipuolisia laitteita. Lähes kaikki elektrodit sopivat niille ja hitsaus voidaan suorittaa eri metalleille. Muuntajaan verrattuna hitsausprosessi on paljon helpompi ja valokaaren vakaus säilyy;
- invertterit. Ne toimivat lähes äänettömästi. Helppokäyttöinen kompaktin ja automaattisen asetusjärjestelmän ansiosta. Käytön aikana laite tuottaa suuritehoista tasavirtaa muuntamalla vaihtovirtaa.
Kaikista laitteista invertterit pidetään parhaimpana. Ne luovat vakaan valokaaren jopa jännitepiikkien aikana ja ovat monikäyttöisiä.
Työkalut ja välineet
Ennen hitsaamista sähkökaarihitsauksella sinun on ensin valmisteltava henkilönsuojaimet ja työkalut:
- hitsauslaitteet ja siihen kiinnitettävät elektrodit.Niiden, jotka ovat juuri oppimassa hitsaustaitoja, tulisi valmistaa lisää elektrodeja;
- aputyökalut. Kaarihitsaustekniikka sisältää hitsauksen aikana syntyneen kuonan poistamisen, ja tätä varten tarvitset vasaran ja harjan metallille;
- suojaava asu. Älä aloita hitsausta ilman erityistä maskia, käsineitä ja tiheistä materiaaleista valmistettuja suojavaatteita. Tällaisia keinoja ei kannata laiminlyödä, koska ihmisten turvallisuus riippuu niistä.
Jos työskentelet laitteen kanssa ensimmäistä kertaa ja haluat oppia oikein hitsaamaan manuaalisella kaarihitsauksella, on suositeltavaa valmistaa harjoitusmetallielementit etukäteen.
Yleisiä alokasvirheitä
Valokaarihitsauksen kaavio.
Aloitteleville hitsaajille on tavallista tehdä virheitä, jotka liittyvät hitsauslaitteiden käytön perusasioiden tietämättömyyteen. Esimerkiksi aloittelijat eivät välttämättä osaa valita oikeaa napaisuutta invertterillä hitsaukseen, mikä johtaa huonoon liitoksen muodostumiseen tai jopa osan läpipalamiseen.
Seuraavat tärkeimmät virheet voidaan erottaa:
- turvatoimien laiminlyönti;
- hitsauskoneen väärä valinta;
- huonolaatuisten tai valmistamattomien elektrodien käyttö;
- toimii ilman koesaumoja.
Aloittelijoille yksi ominaisuus on hyvä huomioida erikseen, jos keität Resantin hitsaamalla. Tämä laite on erittäin suosittu, mutta siinä on lyhyet liitäntäkaapelit, jotka voivat olla hankalia käyttää.
Hitsauskoneiden tyypit
Markkinoilla on suuri määrä erityyppisiä hitsauskoneiden malleja.
Kaikesta lajikkeestaan:
- muuntajat;
- tasasuuntaajat;
- invertterit;
- puoliautomaattinen;
- automaattiset koneet;
- plasma;
Kotipajassa käytetään useimmiten muuntajia halvuutensa ja invertterien yksinkertaisuuden ja helppokäyttöisyyden vuoksi. Loput vaativat joko erityisiä, vain tuotannossa saavutettavissa olevia työehtoja tai erityiskoulutusta ja pitkäkestoista taitojen hankkimista.
muuntaja
Tällaisten laitteiden laite on erittäin yksinkertainen - se on tehokas portaaton muuntaja, jonka toisiokäämitykseen sisältyy toimiva sähköpiiri.

muuntajan hitsauskone
Muuntajan edut:
- vaatimattomuus;
- selviytymiskyky;
- yksinkertaisuus;
- halpaa.
Vikoja
- erittäin suuri paino ja mitat;
- alhainen kaaren vakaus;
- työskennellä vaihtovirralla;
- aiheuttaa virtapiikkejä.
Tällainen laite vaatii hitsaajalta taitoa ja laajaa kokemusta. Se ei sovellu aloittelevan hitsaajan oikean hitsauksen opettamiseen.
invertterit
Invertterilaitteistolla on paljon monimutkaisempi rakenne. Invertteriyksikkö muuntaa toistuvasti tuloverkkojännitteen ja saattaa parametrinsa tarvittaviin arvoihin. Korkeataajuisen virran muunnoksen vuoksi muuntajan mitat ja paino ovat monta kertaa pienempiä.

invertteri
Invertterin edut:
- pieni paino ja mitat;
- stabiloitu jännite ja virta piirissä;
- tarttumisenesto- ja kuumakäynnistystoiminnot;
- kyky hienosäätää virta- ja kaariparametreja;
- ei aiheuta jännitepiikkejä syöttöverkossa.
Invertterillä on myös haittoja:
- korkea hinta;
- alhainen pakkaskestävyys.
Oikean ruoanlaiton oppiminen on parasta aloittaa invertterillä.Kaariparametrien vakaus ja lisäominaisuudet, jotka helpottavat käynnistystä ja estävät "tarttumasta", antavat aloittelijalle mahdollisuuden keskittyä saumaan ja hallita tekniikka nopeasti.



Sähköhitsaustekniikka
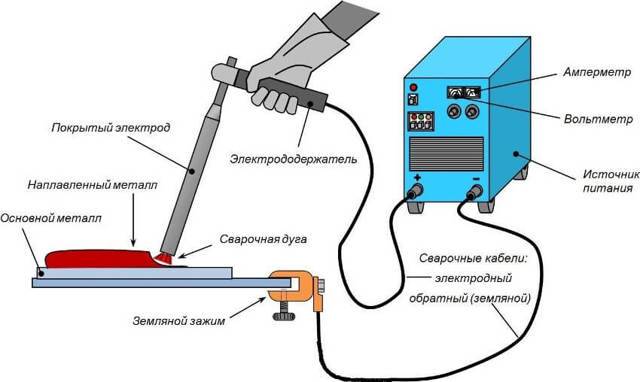
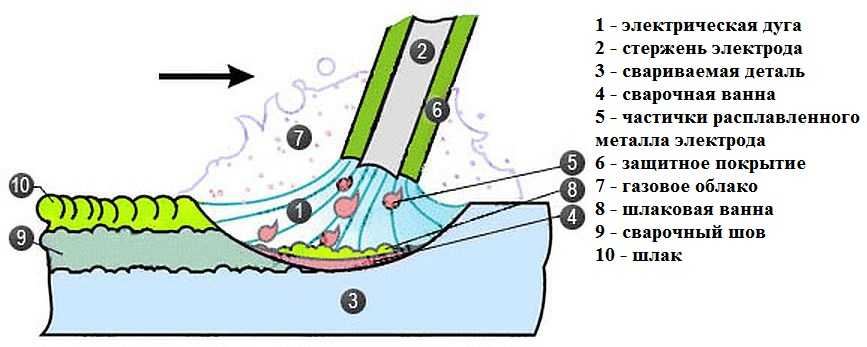
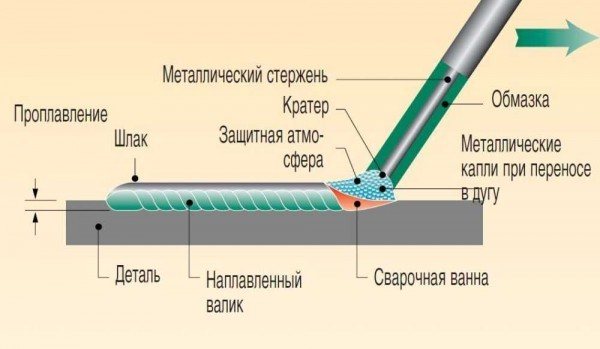
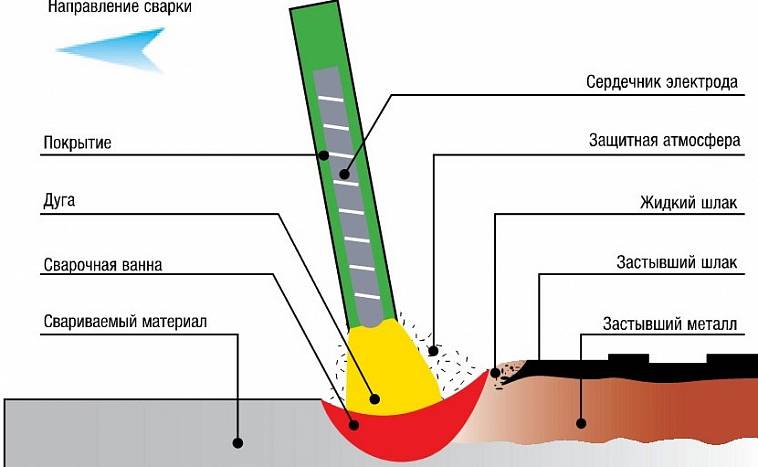
Sähköhitsaus on prosessi, joka tapahtuu korkeiden lämpötilojen vaikutuksesta metallin sulamisen yläpuolella. Hitsauksen seurauksena metallipinnalle muodostuu ns. hitsausallas, joka täytetään sulalla elektrodilla muodostaen siten hitsin.
Siksi sähköhitsauksen toteuttamisen tärkeimmät edellytykset ovat elektrodikaari sytyttäminen, metallin sulattaminen hitsattavien työkappaleiden päällä ja hitsausaltaan täyttäminen sillä. Vaikuttaa siltä, että kaikessa yksinkertaisuudessaan valmistautumattoman henkilön on erittäin vaikea tehdä tämä. Ensinnäkin sinun on ymmärrettävä, kuinka nopeasti elektrodi palaa, ja tämä riippuu sen halkaisijasta ja virranvoimakkuudesta, ja myös pystyttävä erottamaan kuona metallin hitsauksen aikana.
Lisäksi on välttämätöntä ylläpitää tasaista nopeutta ja elektrodin oikeaa liikettä hitsauksen aikana (sivulta toiselle), jotta hitsi on sileä ja luotettava, kestää murtumia.
Kuinka sytytä kaari
Sähköhitsauksen kehittäminen tulee aloittaa oikealla valokaaren sytyksellä. Koulutus on parasta tehdä tarpeettomalla metallipalalla, mutta se ei saa olla ruosteinen, koska se vaikeuttaa tehtävää vakavasti ja saattaa hämmentää aloittelevaa hitsaajaa.
On kaksi yksinkertaista tapaa käynnistää kaari:
- Koskettamalla nopeasti työkappaleen pinnalla olevaa elektrodia ja vetämällä sitä sitten 2-3 mm etäisyydelle. Jos nostat elektrodin yläpuolella olevasta metallista, kaari voi kadota tai muuttua liian epävakaaksi;
- Iskemällä elektrodia hitsattavan työkappaleen pintaan, ikään kuin sytytät tulitikkua.Metallia on tarpeen koskettaa elektrodin kärjellä ja vetää sitä 2-3 cm pinnan yli (hitsauskohtaa kohti), kunnes kaari syttyy.
Toinen valokaaren sytytysmenetelmä sopii parhaiten aloitteleville sähköhitsaajille, koska se on yksinkertaisin. Myös lyhytaikainen metallin ohjaus lämmittää elektrodin, jonka avulla ruoanlaitto on paljon helpompaa.
Kaaren syttymisen jälkeen se tulee pitää mahdollisimman lähellä työkappaleen pintaa, enintään 0,5 cm:n etäisyydellä. Lisäksi tämä etäisyys on pidettävä suunnilleen samana koko ajan, muuten hitsaus olla ruma ja epätasainen.
Hitsausnopeus
Elektrodin nopeus riippuu hitsattavan metallin paksuudesta. Vastaavasti mitä ohuempi se on, sitä nopeampi hitsausnopeus on ja päinvastoin. Kokemus tästä tulee ajan kanssa, kun opit sytyttämään kaari ja alat kokata enemmän tai vähemmän. Alla olevissa kuvissa on havainnollistavia esimerkkejä, joiden avulla voit ymmärtää, millä nopeudella hitsaus suoritettiin.
Jos hitaasti, hitsaussauma osoittautuu paksuksi ja sen reunat sulavat voimakkaasti. Jos päinvastoin elektrodia käytetään liian nopeasti, sauma on heikko ja ohut sekä epätasainen. Oikealla hitsausnopeudella metalli täyttää hitsausaltaan kokonaan.
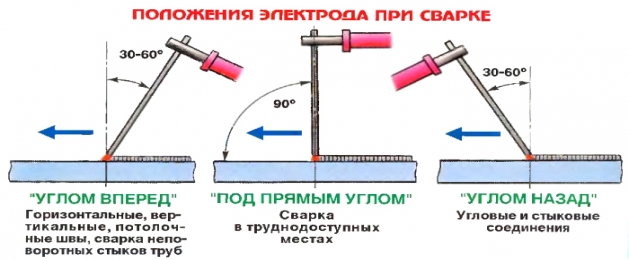
Lisäksi hitsauksen harjoittamisen aikana on tarkkailtava elektrodin oikeaa kulmaa metallipintaan nähden. Kulman tulee olla noin 70 astetta ja sitä voidaan tarvittaessa muuttaa. Hitsin muodostuksen aikana elektrodin liike voi olla pitkittäistä, translaatiota ja värähtelevää, sivulta toiselle.
Jokainen näistä elektrodien johtamistekniikoista mahdollistaa halutun sauman saavuttamisen, sen leveyden pienentämisen tai suurentamisen sekä joidenkin muiden parametrien muuttamisen.