- tapoja
- Putkien juottaminen typen alla
- Putkien juotos rakennuskuivaimella
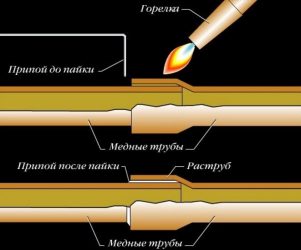
- Kapillaarijuotto
- Induktiojuotto
- Juotoskomponentit
- Juotoksen valinta
- Fluxin valinta
- Kalusteiden valinta
- Sovellukset
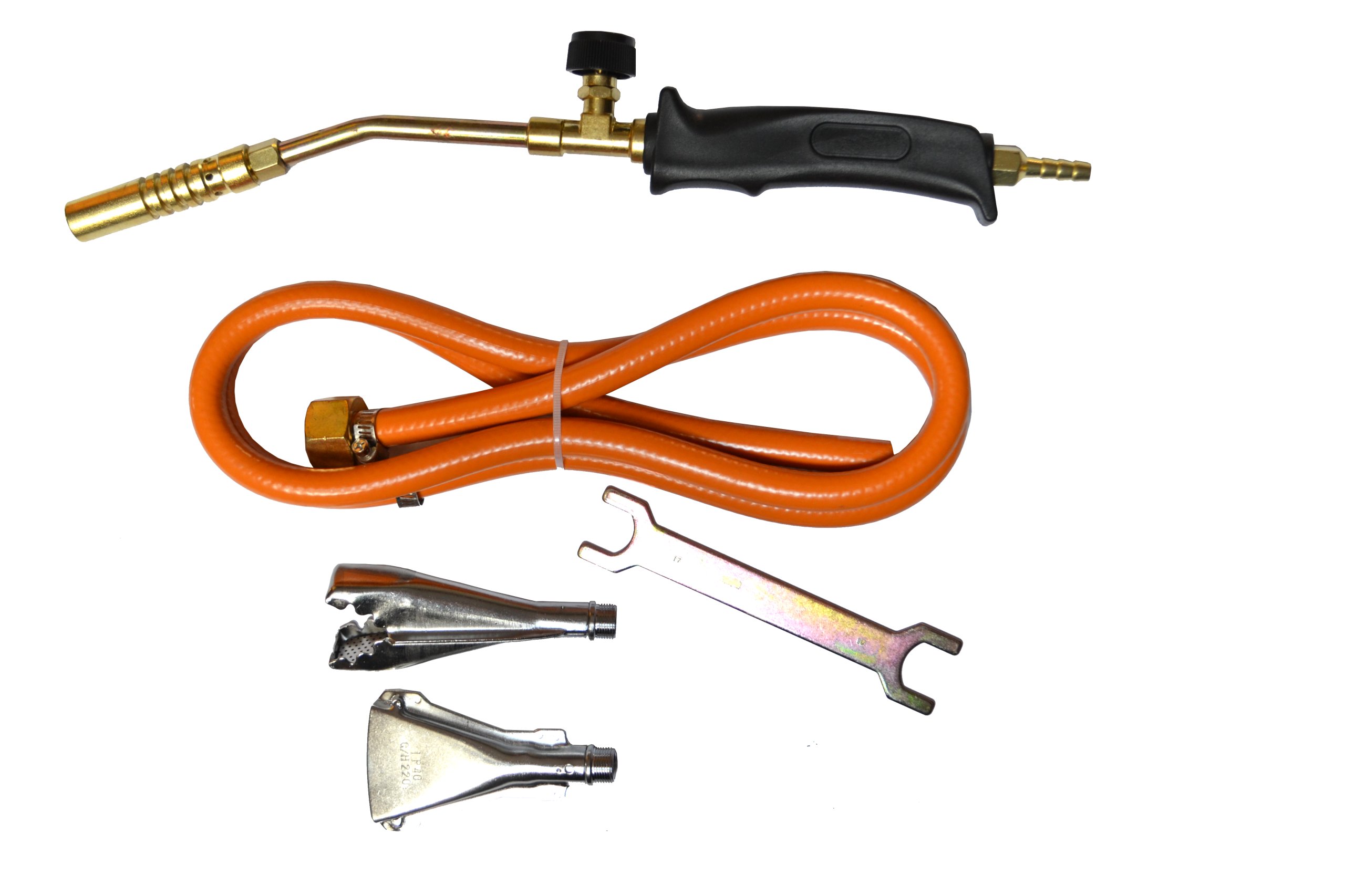
- Mikä kaasupoltin valita
- Putkiston kokoaminen liittimillä
- Työkalut ja materiaalit
- Kokoamisohjeet
- Voi juottaa taskulamput
- 6. sija - metallipoltin tölkkiin
- 7. sija - tyypillinen poltin, joka laitetaan tölkkiin
- 8. sija - poltin ruiskupurkille, jossa on leveä suutin
- Kaasupolttimien tyypit
- Flux
- Päätyypit
- Kierreasennus holkkeja käyttäen
- Turvallisuusohjeet kupariputkia juotettaessa
- Oppii juottamaan kaasupolttimella
- Minkä merkkinen kaasupoltin on parempi valita
- Tekniset vivahteet
tapoja
Kupariputkien juottamiseen on kaksi tekniikkaa.
- Matalalämpöistä (pehmeää juotetta käytetään) käytetään vesi- tai lämmitysjärjestelmissä. Ympäristön, jossa tätä tekniikkaa käytetään, lämpötilan tulee olla enintään 110 astetta.
- Korkean lämpötilan juottamista (kovajuotetta) käytetään järjestelmissä, joissa on korkea lämpötila ja korkea paine. Käytetään pääasiassa teollisuudessa.
Kumpi kahdesta menetelmästä valita, on sinun oma asiasi.Mutta korkean lämpötilan juottamiseen tarvitaan ammattimainen taskulamppu, jota ei ole niin helppo löytää kaupasta, ja se maksaa paljon rahaa. Alhaisissa lämpötiloissa saa käyttää puhalluspoltinta tai edullista käsipoltinta vaihdettavalla sylinterillä.


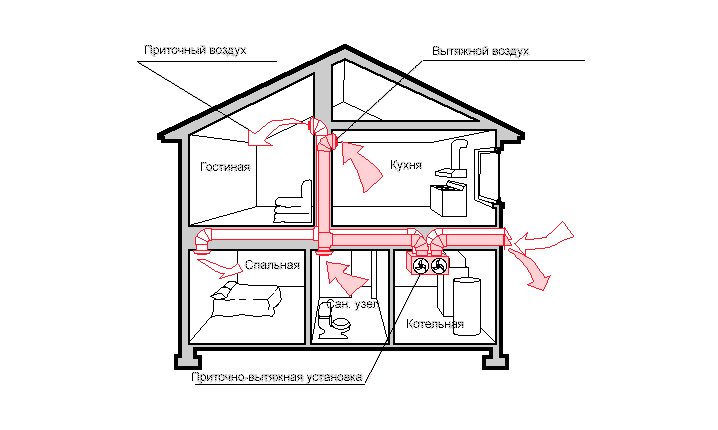
Putkien juottaminen typen alla
Asennuksessa tarvitaan typpikäsittelyä, eikä kupariputkien juottaminen ilman typpikaasua ole sallittua. Usein rakenteet juotetaan kovajuotteella, joten sinun ei tarvitse huolehtia siitä, kestääkö liitäntä korkeita lämpötiloja käytön aikana. Kovan juottamisen aikana kupari kuumennetaan metallin punaiseksi, mikä vaikuttaa negatiivisesti itse materiaalin rakenteeseen. Kalkki muodostuu putken sisä- ja ulkopinnalle. Kuona - palaneen kuparin jäännökset, jotka muodostuivat sitä kuumennettaessa. Putkien seinät ohenevat paljon.

Jos päätät käyttää typpeä, noudata työssäsi näitä suosituksia:
- yhdistä johto typpeä sisältävään sylinteriin;
- asenna sitten kaasusäädin tai rotametri;
- säädä typpisylinterin alennusventtiili minimityppipaineeseen, aseta rotametri nopeudelle 5 m/min;
- heti juottamisen päätyttyä putken läpi johdetaan typpeä, tätä tehdään kunnes putki on täysin jäähtynyt.

Putkien juotos rakennuskuivaimella
Putkien juottaminen rakennushiustenkuivaajalla on mahdollista, jos putken halkaisija on pieni. Manipulaatiot tällä menetelmällä ovat samanlaisia kuin polttimen käyttö. Tämän liitoksen ansiosta saumat ovat erittäin vahvoja ja kestävät korkeita lämpötiloja. Aloittelijoille kuparin palovammat ovat väistämättömiä tätä menetelmää käytettäessä. Metalli on helppo ylikuumentua, siksi materiaali rikkoutuu.


Kapillaarijuotto
Jos putkilla on eri halkaisijat (ero on enintään 0,5 mm), käytetään kapillaarijuottomenetelmää. Juotos täyttää syntyvän tilan putkien välissä. On huomattava, että sellaisenaan sauma ei toimi, saumaton yhteys. Sitten käytetään kovajuotteita, niiden suojatoiminnot ovat paremmat.
Induktiojuotto
Suurtaajuusvirralla voi olla edullinen vaikutus metalliin. Induktiojuotto on yleistynyt sen ainutlaatuisuuden vuoksi, työskentely tällä menetelmällä suoritetaan nopeasti, kun taas materiaali ei ohene, mutta säilyttää ominaisuutensa.
Seuraavat edut on tunnistettu:
- Lämpöä syntyy putkessa ilman ulkopuolisia häiriöitä;
- Kaikki laitteet ovat automatisoituja, laitteet auttavat saavuttamaan halutun tuloksen tietyillä parametreilla;
- Induktiojuotto suoritetaan tyhjiössä, metalli tässä ympäristössä on suojattu korroosiolta;
- Tuotantoresurssien säästäminen;
- Turvallisuus - kun induktiojuotto ei vaadi liekkiä tai kaasua, vain sauma lämmitetään.


Juotoskomponentit
Laadukkaan ja vahvan putkiliitoksen varmistamiseksi on tarpeen valita oikeat materiaalit juottamiseen.
Juotoksen valinta
Juotos voi olla pehmeää ja kovaa. Kova juote on tankojen muotoinen ja sulaa 900 asteen käyttölämpötilassa. Sen avulla saavutetaan putkiliitoksen korkea lujuus. Tämä on tärkeä indikaattori vesi-, ilmastointi-, jäähdytys- ja kaasujärjestelmien rakentamisessa.
Kahden tyyppisiä juotteita pidetään kätevinä ja niitä käytetään useimmiten:
- Cu 94:n lisäyksellä;
- lisäämällä Cu 94 P 6 Ag 2:ta.
Kuuden prosentin fosforipitoisuus lisäaineessa mahdollistaa kuparin sulamislämpötilan alentamisen 750 asteeseen.Liitoksen lujuus saavutetaan kuparin ja juotteen lämpölaajenemiskertoimien samankaltaisuuden ansiosta.
Pehmeä juote on lanka, jonka halkaisija on 2-3 mm. Sen sulamiseen riittää 300 asteen lämpötila, joten sitä käytetään yleensä kotitalouksien korjauksissa. Tällaisen juotteen koostumus sisältää: lyijyä, tinaa ja niiden seoksia hopeasekoituksella.
Fluxin valinta
Fluxeja on kahta tyyppiä:
- korkea lämpötila, työlämpötila yli 450 astetta;
- matalassa lämpötilassa, työlämpötilan ollessa alle 450 astetta.
Juotteet yhdistävät juotteen tiiviisti metalliin, auttavat estämään putken hapettumista, edistävät juotteen halkeilua ja suojaavat juotosalueita hapen vaikutukselta.
Ennen juotteen sulattamista liitettävät pinnat puhdistetaan. Sitten juoksute levitetään tasaisesti niiden päälle siveltimellä ohuena kerroksena. Putkenosien juottamisen jälkeen ylimääräinen juoksutusaine on poistettava pintakorroosion ja vuotojen estämiseksi.







Kalusteiden valinta
Liittimet ovat osia putkien ulostuloihin, mutkille ja siirtymille kierteisiin. Liitoshylsyillä on tietyt halkaisijastandardit, ottaen huomioon välit, ja ne sopivat erityyppisille putkille. Liittimet ovat melko kalliita, ja jos mahdollista, niiden tilalle käytetään putken laajennusta.
Sovellukset
Kaasupolttimen käyttö on erittäin laajaa:
- Poltinta käytetään johtojen tai erilaisten kaapeleiden juottamiseen, suuren elektroniikan korjaamiseen. Alumiinin juottaminen kaasupolttimella suoritetaan melko usein, mikä liittyy tämän materiaalin alhaiseen sulamispisteeseen.
- Laitetta käytetään auton erilaisten rakenneosien korjaamiseen. Esimerkki on tapaus, jossa sulavasta metalliseoksesta valmistettu jäähdytyselementti vaurioituu. Vuodot voidaan poistaa altistamalla korkeille lämpötiloille.
- Kupariputkien juottaminen voi tapahtua kaasupolttimella. Korjaustöitä tehdään. Laitetta käytetään myös erilaisten rakenteiden asennuksessa, esimerkiksi metallin karkaisussa.
- Joillakin seoksilla on lisääntynyt sulavuus. Metallien, esimerkiksi kuparin, liittäminen voidaan suorittaa polttimella. Riittää, kun metallit lämmitetään ja liitetään mekaanisesti. Materiaalin jäähdytyksen jälkeen saadaan laadukas liitäntä.
- Laitetta voidaan käyttää, kun haluat viettää aikaa ulkona talvella. Sen avulla voit lämmittää nuolta tai polttaa riistaa, lämmittää työkaluja tai tehdä muuta työtä.

Juotos asetyleenipolttimella
Polttimen melko suuresta jakautumisesta huolimatta sitä käytetään useimmissa tapauksissa erilaisten metalliseosten juottamiseen. Esimerkiksi messingin juottaminen suoritetaan kaasupolttimella. On pidettävä mielessä, että laitteita on melko suuri määrä lajikkeita, joista jokaisella on omat erityispiirteensä.
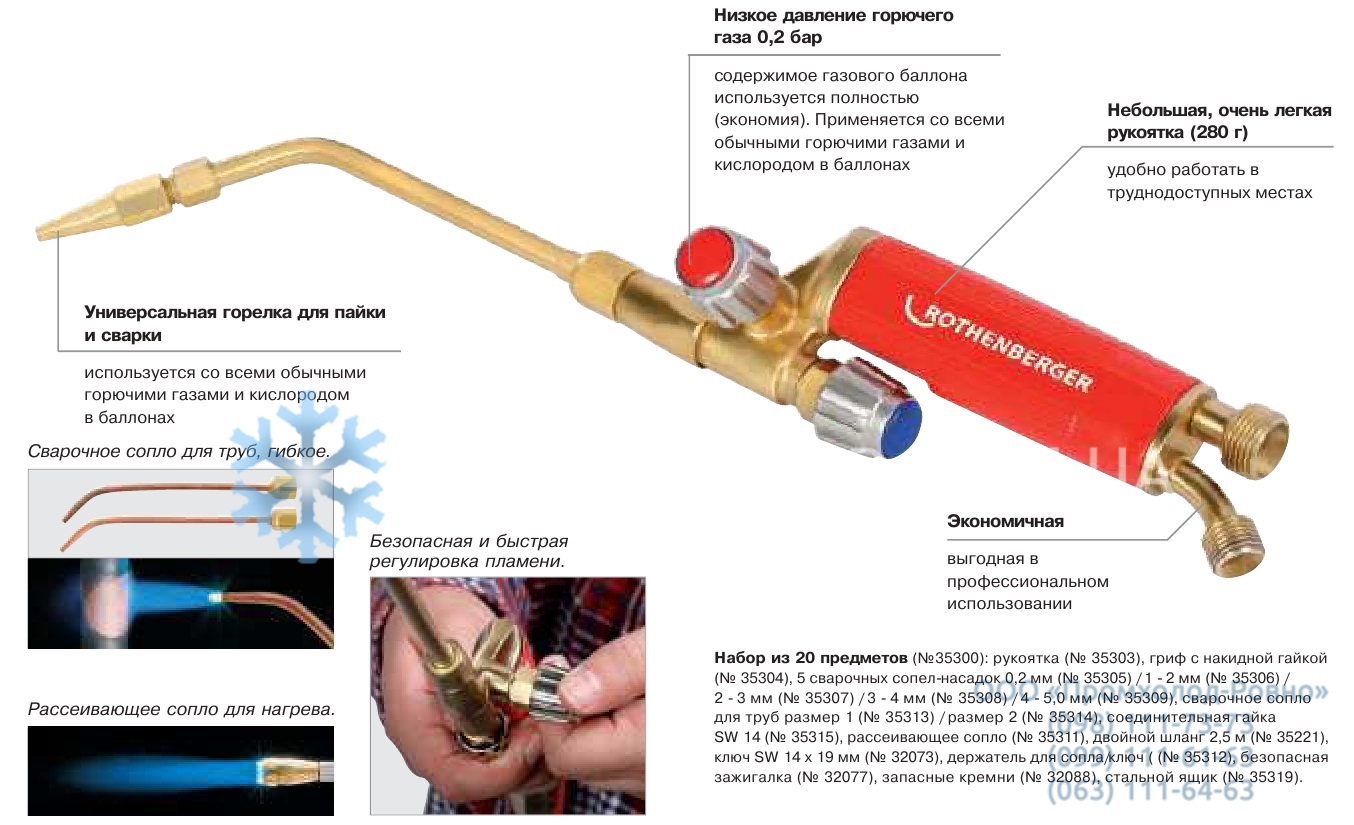
Mikä kaasupoltin valita
Kuparijuotostyökalua myydään markkinoilla suuria määriä. Uusimmat valaisimet on valmistettu yksinomaan uusinta teknologiaa käyttäen. Siksi ei-ammattilaisen on melko vaikeaa valita kaasulämmitin.
Ennen ostamista on suositeltavaa määrittää laitteen käyttöolosuhteet. Jos tätä ei voida tehdä, valinta tulee tehdä yleismallin mukaan.
On myös suositeltavaa ottaa huomioon seuraavat kriteerit:
- Käytetyn kaasumaisen polttoaineen tyyppi.
- Laitteen teho, joka valitaan putkien seinämän paksuuden ja halkaisijan mukaan.
- Soveltamisala, koska kuparielementtien juotoslaitetta ei aina voida käyttää metallin leikkaamiseen.
- Materiaalit, jotka voidaan työstää valitulla kiinnikkeellä.
Kun ostat, sinun on otettava huomioon myös paino. Yksi parhaista on noin 400 g painava laite, ei-ammattilaiselle suositellaan mallia, jossa on vakio-, sykloni- ja supersyklonityyppiset kärjet. Näiden osien avulla voit juottaa erilaisia kokoonpanoja.
Putkiston kokoaminen liittimillä
Yhdiste kupariputket liittimillä valmistettu ainoastaan paikoissa, joihin pääsee tarkastettaviksi. Tämä sääntö johtuu siitä, että liitos ei ole täysin tiivis ja vuotoja voi muodostua ajan myötä.
Kierreliitoksen etuna on, että tarvittaessa korjaukset voidaan tehdä ilman lisäponnistuksia, koska tuloksena oleva liitos on irrotettavissa.
Työkalut ja materiaalit
Putkilinjan kokoamiseen tarvitset seuraavat materiaalit ja työkalut:
- sopivan halkaisijan omaavat kupariputket;
- puristus- tai puristusliittimet;
Erikoislaitteet putkien kokoamiseen
Liitosten tyypit ja lukumäärä valitaan putkilinjakaavion mukaisesti.
- putkileikkuri tai rautasaha;
- putkentaivutin kupariputkille. Laitetta käytetään putkilinjan järjestämiseen, jossa on vähemmän yhteyksiä, mikä lisää järjestelmän lujuutta;
- viila putkien käsittelyyn leikkauksen jälkeen (ennen liittämistä).Lisäksi voit käyttää hienoa hiekkapaperia;
- FUM-teippi kierteiden tiivistämiseen. FUM-teipin lisäksi voit käyttää myös pellavalankaa, Tangit Unilok -lankaa tai mitä tahansa muuta tiivistysmateriaalia;
- jakoavain.
Kokoamisohjeet
Kupariputkilinjan tee-se-itse-kokoonpano liittimillä suoritetaan seuraavasti:
- putkien leikkaaminen putkilinjaa varten. Jokaisen putken pituuden on oltava täysin järjestelmän kehittämisen aikana laaditun suunnitelman mukainen;
- eristävän kerroksen poistaminen. Jos varustetussa putkistojärjestelmässä käytetään eristettyjä putkia mihin tahansa tarkoitukseen, eristekerros poistetaan vahvaa liitosta varten. Tätä varten haluttu osa leikataan veitsellä ja putki puhdistetaan;
- leikattu reuna käsitellään viilalla, hiekkapaperilla, kunnes saadaan sileä pinta. Jos putken päähän jää purseita, kuoppia tai muita epätasaisuuksia, liitos ei ole yhtä tiivis;
Putken kuoriminen ennen liittämistä liittimeen
- tarvittaessa putket taivutetaan;
- liitosmutteri ja puristusrengas asetetaan valmistettuun putkeen;
Kiinnityselementtien asennus liittämistä varten
- putki liitetään liittimeen. Aluksi kiristys tehdään käsin ja sitten jakoavaimella. Kiristyksen aikana holkki tiivistää liitoksen kokonaan, jolloin ylimääräisiä tiivisteaineita ei tarvita. Kuitenkin, kun kupariputki liitetään eri materiaalista valmistettuun putkeen tai liittimeen, tarvitaan lisätiivistys FUM-teipillä.
Sopiva kiinnitys
On tärkeää olla kiristämättä kierteitä liikaa, koska pehmeä kupari muotoutuu helposti.
Voi juottaa taskulamput
6. sija - metallipoltin tölkkiin

Erittäin yksinkertainen ja kapea poltin, jota käytetään kaasupatruunassa. Reglitor ja kapea suutin mahdollistavat oikeille osille pääsyn ahtaissa paikoissa. Pietsosytytystä ei ole, mutta kaikki näyttää laadukkaalta - metallia ja suuri kaasunsyötön säädin ovat kaikkialla. Butaanisylinterin avulla voit saada noin 1300 celsiusasteen lämpötilan tästä polttimesta.










Edut:
paljon metallia, kapea suutin.
Virheet:
ei pietsosytytystä.
7. sija - tyypillinen poltin, joka laitetaan tölkkiin

Se on sijoitettu polttimeksi turisteille ja ruoanlaittoon: grilli, kakut, sushi jne. Tietysti sitä voidaan käyttää metallien juottamiseen, leikkaamiseen ja hitsaukseen. Mukana pietsosytytys ja liekinsäädin. Poltin toimii klassisesti butaanin kanssa. Runko on muovia, suuttimen kotelo ruostumatonta terästä.
Sellainen hinta.
Edut:
sopii hyvin ruoanlaittoon, on pietsosytytys.
Virheet:
Kotelo on valmistettu muovista, joten sinun on varottava rikkomasta sitä.
8. sija - poltin ruiskupurkille, jossa on leveä suutin

Messinkipolttimessa ei ole pietsosytytystä, mutta se pystyy paistamaan hyvin grillit ja massiiviset metalliosat. Oranssin säätimen avulla liekin pituutta on helppo muuttaa. Sylinteristä tuleva butaani lämmittää liekin 1300 asteeseen.
Edut:
sopii ruoanlaittoon ja massiivisiin osiin.
Virheet:
ei pietsosytytystä.
Kaasupolttimien tyypit
Kaasupolttimet
- sylinterin kiinnitys nesteytetyllä kaasulla;
- tulosuuttimet;
- pään väline;
- polttoaineen tarjonta sääntelyviranomainen;
- vähennin.
Kaikki kaasupolttimet palavan seoksen tyypin mukaan jaetaan:
- propaanipolttimet;
- MAR kaasulla.
Jokapäiväisessä elämässä on kahdenlaisia polttimia:
- kotitalous, jonka suihkulämpötila on jopa 1500 celsiusastetta;
- teollinen, jonka lämpötila on jopa 2000 astetta.
Yleisin poltintyyppi on propaani. Tällaiset laitteet on varustettu pietsosähköisellä sytytysjärjestelmällä ja kaasuseoksen säästötilalla. Paras vaihtoehto kupariosien juottamiseen on käyttää MAPP-poltinta.










Taskulamppu kuparin juottamiseen.
Tällaisen polttimen tulisuihku ei polta kuparia ollenkaan ja varmistaa osan tasaisen kuumenemisen.
Kertakäyttöisellä kaasupullolla varustetut taskulamput ovat paras valinta kuparituotteiden liittämiseen.
Tällaisilla laitteilla on seuraavat edut:
- Helppokäyttöisyys.
Sähkövirtaa ei tarvitse kytkeä. - Monikäyttöisyys.
- Korkea liikkuvuus.
Pienen polttoainesäiliön ansiosta laitetta voidaan siirtää paikasta toiseen ilman suurta fyysistä vaivaa. - Turvallisuus.
Takaiskuventtiilien olemassaolo takaa kaasun turvallisen sulkemisen hätätilanteessa. - Hyvä juoma.
Voimakas ja tasainen liekki lämmittää juotteen hyvin ja kovettuu mahdollisimman tasaisesti.
Lisälujuutta vaativat osat tulee hitsata kiinteillä polttimilla. Nämä koneet käyttävät tyypillisesti propaanin ja hapen seosta tarjotakseen paljon paremman hitsin.
Flux
Useimmille juotostyypeille putkien esikäsittely erityisellä koostumuksella, jota kutsutaan juoksuttimeksi, on välttämätöntä.
Fluxia valmistetaan:
nestemäisessä muodossa;

Juotosyhdisteet nestemäisessä muodossa
tahnan muodossa.
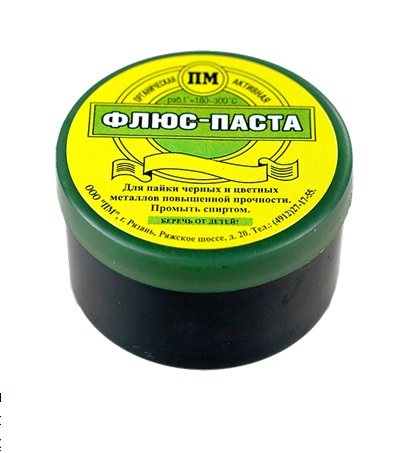
Juotosmassa tahnan muodossa
On edullisempaa ja kätevämpää käyttää pastan muodossa valmistettua juokstetta, koska kiinteämpi koostumus edistää tasaista levitystä eikä leviä putken pinnalle.
Flux mahdollistaa:
- suorittaa putkien lisäpuhdistus oksideista;
- levitä juotetta tasaisemmin juotosprosessin aikana;
- suojaa liitoksia korroosiolta ja oksidien muodostumiselta.
Päätyypit
Valmistajat tuottavat suuren määrän kaasulaitteita kuparin juottamiseen. Ne eroavat käyttölämpötilasta:
- kotitalouslaitteet, jotka pystyvät luomaan jopa 1500 °C:n lämpötiloja;
- ammattikäyttöön tarkoitettuja laitteita, joiden minimilämmitysaste on 1500°C ja maksimiarvo yli 2000°C.
Kaasupolttimia kupariputkien juottamiseen on saatavana erityyppisillä yksiköillä, joihin voidaan liittää kertakäyttöisiä tai uudelleen täytettäviä polttoainesäiliöitä. Nämä laitteen osat voidaan kierteillä ja kiristää. Valmistetaan myös laitteita, joihin sylinterit liitetään lävistämällä.
Kierreasennus holkkeja käyttäen
Tällaisia yhteyksiä kutsutaan kokoonpainuviksi. Tässä tapauksessa putkilinjan vaihdon yhteydessä rengas on silti vaihdettava. Kupariputkien asentaminen tällä tavalla mahdollistaa puutteet, vuodot ajoissa ja oikea-aikaiset korjausliitokset - purkaminen ja vaihtaminen.
Kupariputkien liittäminen kierteeseen tehdään seuraavan kaavion mukaisesti:
1. Leikkaa putken pala tietyn pituiseksi. 2. PVC-eristettyjen putkien asennuksen yhteydessä on tarpeen poistaa eristys sen reunoista. Leikkaa tätä varten eristekerros terävällä terällä ja poista sen tarpeeton osa manuaalisesti. 3. Putkiosan katkaisun jälkeen ilmaantuvat purseet on poistettava viilalla. 4. Valitse sopivat liittimet. 5. Ensinnäkin putkeen on asetettava liitosmutteri ja sitten puristusrengas. 6. Mutteri ja puristusliitin on kiinnitettävä.Kiristä seuraavaksi ruuviliitos. Mutteri tulee ensin ruuvata kiinni varovasti, käsin, jos mahdollista, erikoisavaimen käytön jälkeen. Tämän seurauksena puristusrengas sopii tiukasti putkeen, minkä ansiosta järjestelmäelementtien liitos on täysin tiivis.











Liitoskappaleessa on käytettävä erityistä fum-teippiä tai perinteistä maalirouvaa siirryttäessä teräsputkesta kupariputkeen. Kierrän liittimen langan päälle, kun olen käärinyt maalilla tai erikoisteipillä kastetun touvin siihen.
Turvallisuusohjeet kupariputkia juotettaessa
Turvatoimia ei saa koskaan jättää huomiotta, kun henkilö on kiinnostunut siitä, kuinka ammattilaiset juottavat kuparituotteita. Ensinnäkin on muistettava, että mikä tahansa kuparirakenne kuumenee erittäin paljon, kun se altistuu polttimen liekille. Siksi osaa on mahdotonta ottaa suojaamattomilla käsillä missään tapauksessa. Pihdeillä voidaan siirtää lyhyitä elementtejä. On suositeltavaa käyttää käsineitä.
Fluxia ei saa päästää kosketuksiin ihon kanssa. Jos tällainen tilanne kuitenkin syntyy, aggressiivinen koostumus pestään pois saippuavedellä.
Työ tulee tehdä tiukoissa vaatteissa. On suositeltavaa käyttää puuvillavaatteita. Synteettisistä kankaista valmistettuja vaatteita ei saa käyttää juottamisen aikana, koska tekokuidut sulavat helposti.
Osien kytkentäprosessi on suoritettava hyvällä ilmanvaihdolla, koska vuo syttyy usein juottamisen aikana. Siksi ilmaan ilmestyy vaarallisia höyryjä.
Asennustöiden päätyttyä järjestelmä on huuhdeltava vedellä.Sen on oltava kuuma ja puhdas. Tämän avulla voit päästä eroon putkiston sisällä olevista ylimääräisistä tarvikkeista.
Oppii juottamaan kaasupolttimella
Juotostöihin ammattimainen kaasupoltin sopii parhaiten. Pienten osien juottamiseen on suositeltavaa käyttää laitteita, jotka toimivat kevyellä kaasulla tai asetyleenillä.
Kevyellä kaasulla toimivien polttimien tulokset ovat laadukkaampia. Lisäksi tämäntyyppinen polttoaine on halvempaa.
Kun juotetaan osia pieniä määriä, on toivottavaa esilämmittää osat. Tämä säästää aikaa ja varmistaa kokoonpanon kaikkien osien tasaisen lämmityksen. Tämän seurauksena vääntyminen ja muut viat vältetään.
Ennen työn aloittamista osat on kiinnitettävä siten, että niitä ei tarvitse siirtää juottamisen aikana. Tämä voidaan tehdä työpöydällä tai erityisellä laitteella.
Ennen juottamista levitetään juotoskohtiin kerros juoksutetta. Jos juoksutetta on tarpeen lisätä käytön aikana, juotostangon kuuma pää upotetaan siihen.
Kun juotetaan eri materiaaleista valmistettuja osia, liekki on suunnattava johonkin niistä, jolla on korkeampi lämmönjohtavuus. Sinun on oltava varovainen, kun työskentelet erikokoisten elementtien kanssa.
On tärkeää, että kaikki komponentit lämmitetään samaan lämpötilaan. Tässä suhteessa paksuja osia on lämmitettävä pidempään.
Älä sulata juotetta työkalun liekissä. Tässä tapauksessa se voi tippua. Sulatus tapahtuu suoraan, kun lanka joutuu kosketuksiin juotettavien osien kanssa.
Juote valuu kuumempiin juotoskohtiin. Tämän perusteella liekki on suunnattava ennen juottamista.Jos se ei virtaa saumaan, tämä tarkoittaa, että osa ei ole lämmennyt vaadittuun lämpötilaan.
Älä lämmitä juotosliitoksia liian kauan, koska tämä voi johtaa juotteen koostumuksen muutokseen, eli sen palamiseen ja juoksutteen tehokkuuden heikkenemiseen.
Minkä merkkinen kaasupoltin on parempi valita
Laitteet luokitellaan polttoainetyypin, patruunan kiinnitystavan ja suunnitteluominaisuuksien mukaan. Nämä ominaisuudet määräävät polttimen laajuuden, sen käyttömukavuuden ja kyvyn toimia tietyissä olosuhteissa. Valittaessa on suositeltavaa ottaa huomioon valmistajan maine, joka vaikuttaa laitteen kestävyyteen. Sijoitus sisältää parhaat laitevalmistajat:








- Flame on kiinalaisten kaasupoltinvalmistajien jälleenmyyjä. Yhtiön politiikka perustuu rehellisen liiketoiminnan periaatteeseen. Se takaa toimitettujen tavaroiden laadun, täyttää kaikki velvoitteet asiakkaita kohtaan. Laitteille on ominaista alkuperäinen muotoilu.
- Qingdao Olympia Heat Energy Equipment Co., LTD on vuonna 2003 perustettu kiinalainen yritys, jolla on monen vuoden kokemus polttoainelaitteiden valmistuksesta. Tuotteet valmistetaan ottaen huomioon uusin teknologia, ympäristöstandardit ja asiakkaiden taloudelliset mahdollisuudet.
- Nabia Co, LTD on eteläkorealainen yritys, joka perustettiin vuonna 1997. Se toimii periaatteella "Pyrimme tarjoamaan sinulle käteviä laitteita." Tuotteet on sovitettu käytettäväksi Venäjän ilmastossa.
- Ecos - yrityksen toiminta tähtää korkealaatuisten kuluttajien tarpeita vastaavien laitteiden toteuttamiseen. Kaikilla toimitetuilla laitteilla on ISO-sertifikaatit.Työntekijöiden ammattitaito vahvistetaan lukuisat positiiviset asiakasarviot.
- Pathfinder on kotimainen kaasupolttimien valmistaja. Kaikki tuotteet testataan todellisissa olosuhteissa, joten ne voivat parantaa ja lähettää vain parhaat myymälän hyllyille. Laadun suhteen tuotteet eivät ole huonompia kuin kuuluisien tuotemerkkien analogit, ja hinta on edullinen venäläiselle ostajalle.
- Kovea - yritys, joka perustettiin Koreassa vuonna 1992, sitä pidetään johtavana tämäntyyppisten polttoainelaitteiden valmistuksessa maassa. Brändin tuotteilla on laatusertifikaatit. Saavutukset uusimpien teknologioiden alalla ovat tuoneet kuluttajille lujaa tunnustusta ja rakkautta.
- Wolmex on kotimainen yritys, joka valmistaa kotitalouksien ja teollisuuden kaasupolttimia lämmityskattiloihin, savustamoihin ja autoklaaveihin. Koneiden ostamisen etuja ovat suuri paloalue, kyky säätää liekkiä sujuvasti.
- Elco - valmistaa kehittyneitä kaasupolttimia lämmitys- ja prosessisovelluksiin. Tuotteilla on korkea suorituskyky ja luotettavuus ympäristöstandardien mukaisesti. Yrityksen laboratorioissa kehitetään jatkuvasti uusia teknologioita valmistettujen laitteiden laadun parantamiseksi.
- Baltur on italialainen yritys, jonka henkilökunta työskentelee luotujen laitemallien parantamiseksi. Näin voimme parantaa tuotteiden laatua ja omaksua johtavan aseman polttoainelaitteiden markkinoilla.
Tekniset vivahteet
Kuparin juottamiseen tarkoitettuja sulatteita ei aina käytetä. Niitä ei tarvita, jos tekniikkaan liittyy lämmitys korkeaan lämpötilaan. Niitä tarvitaan yleensä, kun suunnitellaan matalan lämpötilan juotostyyppistä juottamista.Lisäksi myynnissä on muunnelmia, jotka on suunniteltu korkean lämpötilan juottamiseen.
Sen komponentit eroavat tarkoitukseltaan. Fluxin käyttö helpottaa juottamista, parantaa tuloksen laatua. Se on toimenpide, jolla estetään vieraiden elementtien pääsy saumoihin. Tämä eliminoi huokosten muodostumisen juottamisen aikana.

Fluxit osallistuvat aktiivisesti kemiallisiin reaktioihin oksidien kanssa. Ne eivät ole aktiivisia juotoselementtien suhteen. Kuumennettaessa ne alkavat sulaa ennen kuparia, mutta eivät joudu kosketuksiin sen kanssa. Mitä tulee kulutusmateriaalin tyyppiin tuotantotyypin mukaan, teollisen muodon lisäksi juotosfluksi voidaan valmistaa kotitekoisesti. Tätä varten voit esimerkiksi liuottaa hartsia palmitiini-, steariini- ja öljyhappoihin.