
- Putken taivutustyökalut
- taivutuslevy
- Karan taivutus
- Profiilin taivutussovellus
- Taivutus kotitekoisilla laitteilla tai ilman
- Apumenetelmät putken taivutukseen
- Mitä saa taivuttaa ja mitä ei
- Oikean työkalun valinta
- Putkentaivuttimien luokitus
- Putken taivutustekniikka
- Yksinkertaisia tapoja taivuttaa putkia
- Taivutettu käsin
- Kuumalla menetelmällä
- Käytämme täyteaineita - hiekkaa ja vettä
- Lämpökäsittelymenetelmä
- Putken taivutussäteet
- Putken taivutussäteet
- Kuinka työskennellä putkentaivuttajan kanssa kotona
Putken taivutustyökalut
Kysymys putken taivuttamisesta ilman putken taivutinta ei aiheuta vaikeuksia, jos käytät yksinkertaisimpia laitteita tämän toimenpiteen suorittamiseen. Voit suorittaa putkien kylmätaivutuksen seuraavilla laitteilla.
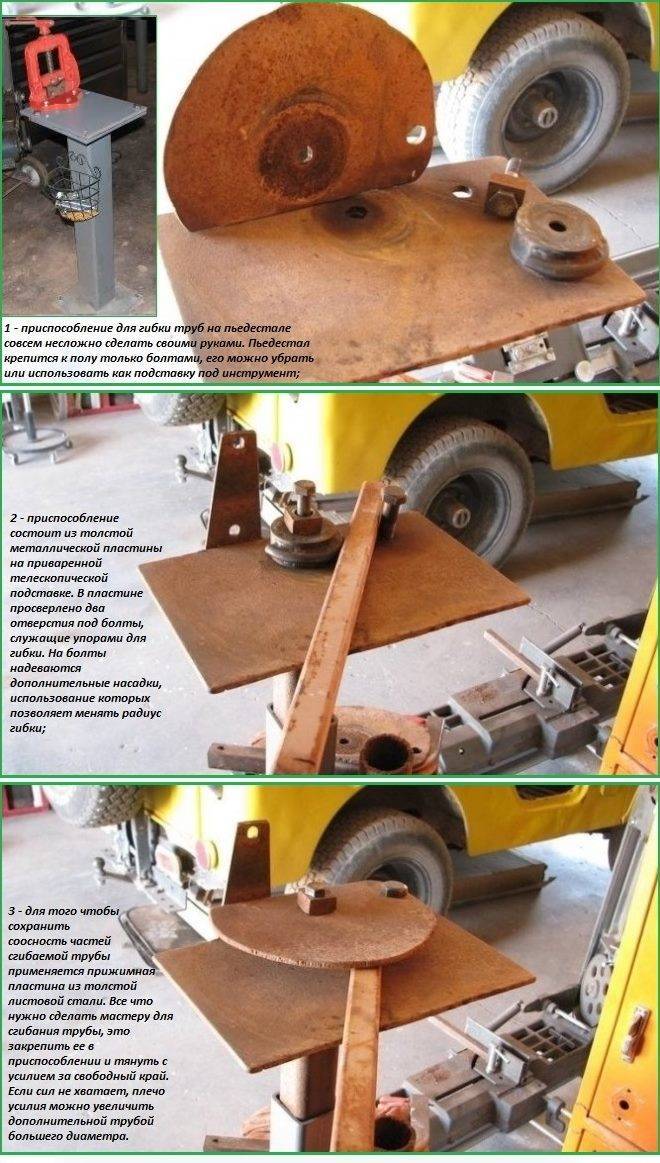
- Tapauksissa, joissa on tarpeen taivuttaa pehmeä (alumiini) tai teräsputki, jonka profiilikorkeus on enintään 10 mm, käytetään vaakasuoraa levyä, jossa on reikiä, joihin asetetaan pysäyttimet - metallitapit. Näiden tappien avulla tuotteet taivutetaan vaadittujen parametrien mukaan. Tällä menetelmällä on kaksi vakavaa haittaa: taivutuksen alhainen tarkkuus sekä se, että sitä käytettäessä on käytettävä merkittävää fyysistä rasitusta.
- Tuotteet, joiden profiilikorkeus on 25 mm, on parasta taivuttaa rullakiinnikkeillä. Putki kiinnitetään tiukasti ruuvipuristimeen ja siihen osaan, joka on taivutettava, kohdistetaan voima erityisellä telalla. Tällä laitteella voit saada paremman mutkan, mutta vaatii myös fyysistä työtä.

Vaihtoehto, kuten sanotaan, kiireessä. Tämän erittäin yksinkertaisen laitteen pitkän vivun avulla voit selviytyä melko paksuista putkista.
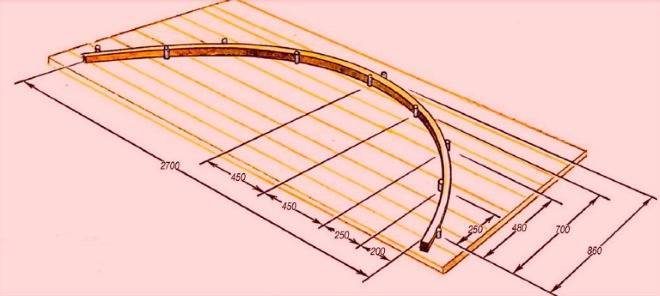
Suuren kaarevuussäteen taivutuksen muodostamiseksi teräs- tai alumiiniaallotuille putkille käytetään kiinteitä pyöristettyjä malleja, joihin kiinnitetään erityiset puristimet tuotteen kiinnittämiseksi. Tällaisessa laitteessa putki taivutetaan myös manuaalisesti asettamalla se voimalla mallin uraan, jonka muoto vastaa tarkasti vaadittua taivutussädettä.

Vaneri ja metalliniitit ovat kaikki mitä tarvitset taivutusmallin tekemiseen
taivutuslevy
Voit taivuttaa teräs- tai alumiiniputkia tehokkaasti kotona tekemällä päivitetyn taivutuslevyn seuraavien ohjeiden mukaisesti.
- Tällaisen levyn roolia esittää paneeli, joka on leikattu paksusta levystä.
- Tällä tavalla valmistettu paneeli hitsataan telineeseen, joka on asennettu erityiseen jalustaan.
- Paneeliin porataan kaksi reikää, joita tarvitaan profiiliputken rajoittimena toimivien pulttien asentamiseen.
- Yhdelle rajoitinpulteista on asennettu erityinen suutin, jonka avulla taivutussäde säädetään.
- Putken osien kohdistuksen varmistamiseksi mutkan vieressä työkappaleen yläpuolelle asetetaan metallilevy, joka on kiinnitetty pulteilla.
Karan taivutus
Kotona taivuttaville profiiliputkituotteille, joiden seinän korkeus ei ylitä 25 mm, voidaan valmistaa erityinen kara. Näihin tarkoituksiin on parempi käyttää yleistä työpöytää, jonka pinnalla on tarpeeksi tilaa tällaiselle laitteelle. Taivutettavan putken kiinnittävän elementin optimaalisen sijainnin valitsemiseksi työpöydän toiseen päähän tehdään usein sijaitsevat reiät. Aallotetun putken vaaditun taivutussäteen varmistamisesta vastaa erityinen malli, joka voidaan valmistaa paksusta vanerista tai metallikulmasta, jos aiot käyttää sitä usein.
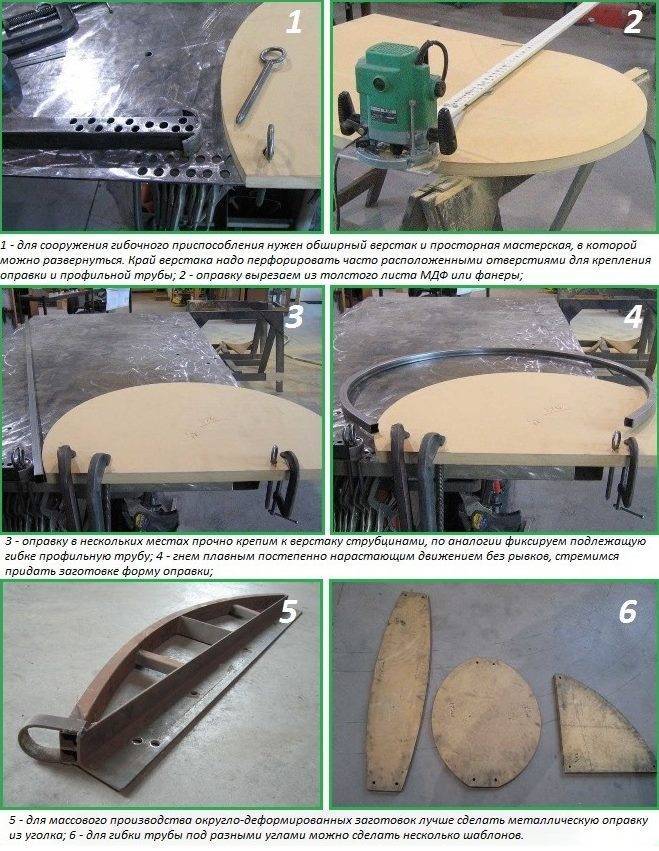
Profiilin taivutussovellus
Tietenkin, jos sinulla on paljon työtä profiiliputkien taivutuksessa, on parempi tehdä tätä varten erityinen kone, jonka piirustukset on helppo löytää Internetistä. Emme analysoi tätä asiaa tässä, koska sitä käsitellään enemmän kuin yksityiskohtaisesti alla olevien linkkien artikkeleissa.

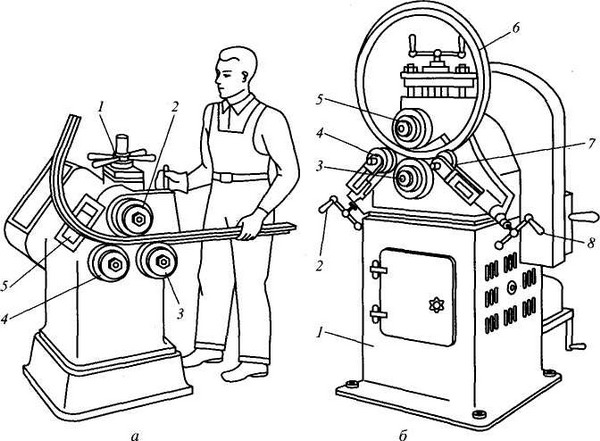
Et voi tehdä ilman tällaista konetta, vaikka sinun pitäisi taivuttaa putkia, joissa on suuri profiiliosa. Tällaisen koneen päätyökappaleet, jolle on tunnusomaista laaja monipuolisuus, ovat kolme rullaa, joista kaksi on kiinnitetty liikkumattomina, ja kolmannen asentoa muuttamalla tuotteen taivutussädettä säädetään. Tällaisen laitteen käyttövoimana käytetään ketjukäyttöä ja kahvaa, jota käyttäjä pyörittää.
Kaarevia putkia voidaan tarvita asennettaessa lämmityslaitteita, putkistoa, asennettaessa putkistoja taloon jne. Jos et ole ostanut tarvittavia putkien osia jo taivutettuna, voit taivuttaa ne itse kotona.Ainoa asia, joka voi mennä pieleen, on putken taivutus sisäänpäin ja sen repeäminen, koska tuotteen metallia taivutettaessa se kokee sekä puristuksen että jännityksen kerralla. Ja jotta tämä ei tapahdu, sinun on noudatettava seuraavia vinkkejä.
Taivutus kotitekoisilla laitteilla tai ilman
Tämä vaihtoehto on yleinen, koska tunkki on erittäin suosittu työkalu, joka useimmilla autoilijoilla on. Se sopii täydellisesti valssatun metallin taivutukseen kotona. Toimintaperiaatteen mukaan tämä menetelmä on samanlainen kuin varsijousiputkien taivutin. Putki on kiinnitetty kolmeen kohtaan, joista kaksi on pysäyttimiä ja kolmas on nosturitanko.
Kulmahiomakoneen (hiomakoneen) käyttö profiiliputkien taivutukseen
Tämä menetelmä toimii suorakaiteen muotoisen profiilin kanssa. Kolmea seinää pitkin tehdään useita leikkauksia, neljäs pysyy koskemattomana. Leikkausten ulkonäön vuoksi putki taivutetaan helposti, minkä jälkeen leikkaukset hitsataan ja kiillotetaan.







![§ 29. Putken taivutus [1980 Makienko N.I. - yleinen LVI-kurssi]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


Kotitekoinen rullaputkien taivutin
Erinomainen halkaisijaltaan suuren taivutuksen aikaansaamiseen profiiliputkeen. Heille on kätevää taivuttaa esimerkiksi kasvihuoneiden putki. Metallinpala kiinnitetään rullille, puristetaan ja rullataan. Sitten se kiristyy uudelleen ja rullaa uudelleen. Tuloksena on suuri tasainen taivutussäde.
Apumenetelmät putken taivutukseen
Täyte
Putkeen asetetaan täyteaine sisätilan täyttämiseksi. Tässä tapauksessa päät suljetaan tiiviisti, joten voit käyttää hitsausta. Täyteaineen käyttö mahdollistaa sisäisen tilavuuden "korjauksen". Vältä taivutettaessa "aaltoja", "aaltoiluja" kulman sisäpuolelle ja tee mutka tasaisemmaksi.Täyteaineeksi valitaan usein puhdasta kvartsihiekkaa.
Lämpö. Lisääntynyt metallin sitkeys taivutuksen aikana
Kuumennetusta metallista tulee pehmeämpi, mitä korkeampi sen lämpötila. Putkimetallia lämmitetään kaasupolttimilla, induktiolämmityksellä sekä millä tahansa muulla käytettävissä olevalla menetelmällä. Lämmityslämpötila riippuu metallista. Vähäseosteinen ja tavallinen standarditeräs kuumennetaan ~500 celsiusasteeseen.
Näillä menetelmillä voit taivuttaa metalliputken omin käsin kotona ilman erikoislaitteita ja saada hyviä tuloksia.
Mitä saa taivuttaa ja mitä ei
Monet maanmiehet ihmettelevät, onko mahdollista taivuttaa polypropeeniputkia ja kuinka se tehdään oikein ().
Harkitse, mitkä materiaalit ovat alttiina mekaaniselle muodonmuutokselle, sanotun kuitenkaan rajoittamatta myöhempää käyttöä, ja mitkä eivät.
On mahdollista taivuttaa lähes kaikkia metallituotteita, mukaan lukien erihalkaisijaiset alumiini-, kupari- ja teräsputket. Ruostumattoman teräksen ja vastaavien kovien metalliseosten kokoonpanon muuttaminen on vaikeampaa.
Kaikkien metallien oikeaan muodonmuutokseen poikkeuksetta tarvitaan erityinen putken taivutuskone. Erikoiskoneen käyttö ei vain takaa mutkan optimaalista laatua, vaan myös mahdollistaa tehtävän suorittamisen vähäisellä fyysisellä vaivalla.
Jotkut putkimiehet lämmittävät polypropeenia varusteiden säästämiseksi teollisuushiustenkuivaajalla ja taivuttavat sen haluttuun muotoon. Tämä on epäkäytännöllistä, koska muodonmuutoksen vuoksi yhdessä lämmityksen kanssa kaarevan muoviputken seinämän paksuus on epätasainen ulko- ja sisäsäteellä.
Tämän seurauksena rakennetun vesiputken toiminta jää lyhytikäiseksi, koska nestemäisen väliaineen paineen alaisena ohueen seinämään ilmaantuu ajan myötä halkeamia.
Oikean työkalun valinta
Jousi on tehokas työkalu metalli-muovin käsittelyyn. Markkinoilla olevia jousia on kahta tyyppiä: ulkoisia ja sisäisiä. Molemmat työkalutyypit erottuvat edullisesta hinnasta. Työkalu on valittava putken ulko- tai sisähalkaisijan mukaan.
Laite on valmistettu kiillotetusta teräksestä. Kelojen sileä pinta mahdollistaa jousen poistamisen taivutetusta putkesta. Jousen käyttö mahdollistaa saman poikkileikkauksen halkaisijan varmistamisen koko mutkan ajan.
Putkentaivutin on laaja valikoima koneita tai laitteita, jotka on suunniteltu muotoilemaan valssattua metallia, ottaen huomioon vaadittu taivutuskulma ja säde. Laitteita käytetään aktiivisesti putkistojen rakentamiseen eri tarkoituksiin eri kokoonpanoissa ja kokoissa.
Putkentaivuttimien luokitus
Kaikki nykyaikaiset putkentaivuttimet täyttävät seuraavat vaatimukset:
- mahdollisuus taivuttaa jopa 180 asteen kulmassa;
- kyky työskennellä eri materiaaleista valmistettujen putkien kanssa, mukaan lukien alumiini, kupari, teräs ja polymeerikoostumukset.
Tällaiset laitteet on jaettu käytettävän käyttötyypin mukaan seuraaviin luokkiin:
- Manuaaliset muutokset
, käytetään yleensä työskentelemään halkaisijaltaan pienien putkien kanssa. Laitetta ohjaa kaulus, johon kohdistetaan huomattavaa lihasvoimaa. - Hydrauliset muutokset
on paras valinta työskentelyyn putkien kanssa, joiden halkaisija ei ylitä 3 tuumaa.Hydraulisten laitteiden toiminnan avulla voit työskennellä putkien kanssa ilman liiallista fyysistä rasitusta. Markkinoilla on liikkuvia ja kiinteitä hydrauliputkien taivuttimia. - Sähkömekaaniset muutokset
esitetään markkinoilla yleisillä laitteilla, jotka on suunniteltu suorittamaan erittäin tarkkaa taivutusta. Tällaisten putkien taivuttajien tärkein etu on kyky työskennellä ohutseinämäisen valssatun metallin kanssa ilman vaurioiden uhkaa.
Taivutusmenetelmän ja työskentelyosan kokoonpanon mukaan työkalu voi olla:
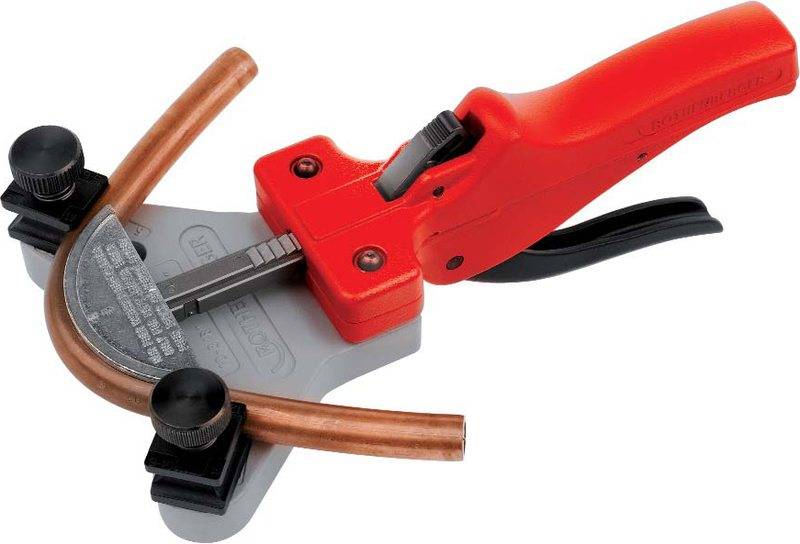
Varsijousi
, jossa muotoaan muuttavana elementtinä käytetään vaihdettavaa metalliohjainmuottia, joka valitaan tietylle putken halkaisijalle.

Segmentti
, jossa valssattua metallia vetää erityinen segmentti, joka kietoo putken itsensä ympärille.

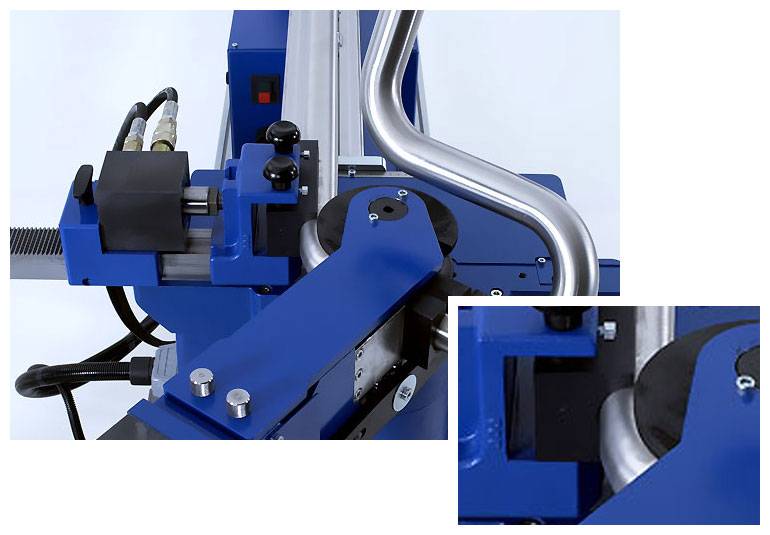
Kuvassa - karakone
Dornov
, jossa työskentely valssatun metallin kanssa suoritetaan sekä putken ulkopuolelta että sisäpuolelta. Tämän ominaisuuden ansiosta laitetta voidaan käyttää ohutseinäisten putkien konfiguraation muuttamiseen ilman metallin repeytymisen tai rypistymisen vaaraa sisähalkaisijalla.








Putken taivutustekniikka
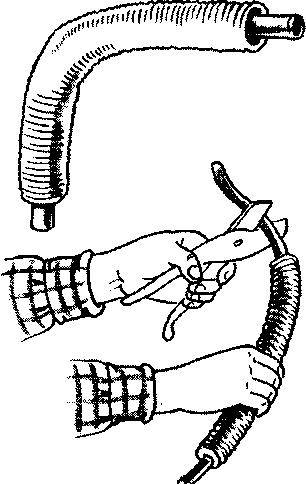
Ohjeet putkien konfiguraation muuttamiseen ulkoisen jousen avulla ovat seuraavat:
- Jousi asetetaan metalli-muoviin;
- Sitten putkeen tartutaan molemmin käsin 20 cm:n etäisyydellä jousesta ja taivutetaan, kunnes haluttu kulma saavutetaan;
- Kun haluttu kulma on saavutettu, jousi pyörii akselinsa ympäri ja poistetaan.

Sisäjousen käyttö eroaa siinä, että laite työnnetään sisään putken reunasta, josta se voidaan sitten vetää ulos.
Putken taivutettu pää saadaan aikaan putken taivuttimella. Tässä tapauksessa laite, sen muunnelman mukaisesti, konfiguroidaan vaadituille parametreille. Sitten putki työnnetään vastaanottorakoon ja laitetta käytetään yhdellä tai toisella käyttölaitteella.
Yksinkertaisia tapoja taivuttaa putkia
Taivutettu käsin
Älä epätoivo, jos joudut asentamaan monimutkaisen rakenteen kaarevilla putkilla, mutta ammattityökalua ei ole saatavilla. Vaikka ei olisi mahdollista ostaa etukäteen halutulla taivutuskulmalla varustettuja aihioita, voit valmistaa osia työhön itse, kotona ja pienillä työkaluilla.
Miten toimia? Tartu rakenteeseen käsilläsi, pidä sitä tiukasti kiinni ja taivuta sitä vähitellen. Varo vahingoittamasta osaa. Liiku tasaisesti, senttimetriltä putken pituutta pitkin. Sinun on toistettava käsittely 5-6 lähestymistavalla. Käsityö ei sovellu kaikissa tapauksissa, koska esimerkiksi alumiiniputken taivutus on paljon helpompaa kuin metallituotteen kanssa.
Putki voidaan taivuttaa ilman putkentaivutinta - käsin
Manuaalinen menetelmä on tehokas työskenneltäessä putkien kanssa, joiden halkaisija on 16-20 mm. Suuremmalla leikkauksella prosessi venyy ja on työläämpää, mutta tämä on totta.
Kuumalla menetelmällä
Selvitimme alumiinin, mutta kuinka taivuttaa metalliputki itse, jotta tulos ei petä? Kaasupoltin ratkaisee ongelman.
Toimialgoritmi:
- Kiinnitämme metallisegmentin ruuvipuristimeen.
- Lämmitämme tulevan mutkan osuutta.
- Kun asteikko tulee näkyviin, jatka taivutukseen.
Mistä tiedät milloin aloittaa työt? Jos materiaali on alumiinia, pidä paperiarkkia lähellä putken pintaa. Signaali on sen syttyminen tai savun ilmestyminen.Jos muuta metallia, lämmitetty alue muuttuu punaiseksi.
Huomaa: lämmitysmenetelmä ei sovellu työskentelyyn galvanoitujen osien kanssa - pinnoitteen vaurioituminen on taattu, pinnoite muuttuu käyttökelvottomaksi

Lämmitys on tehokas tapa taivuttaa putkia turvallisesti
Käytämme täyteaineita - hiekkaa ja vettä
Täyteaineilla voidaan taivuttaa sekä aallotettua putkea että halkaisijaltaan suuria alumiinikappaleita.
Kuinka työskennellä hiekan kanssa:
- täytämme hiekan rakenteen sisällä, laitamme tulpat putken päihin (tarkista tiiviys);
- kiinnitä osa ruuvipuristimeen;
- lämmitämme mutkan paikan juotosraudalla tai kaasupolttimella;
- kun alue lämpenee, taivuta rakenne kumivasaralla tai puuvasaralla napauttamalla varovasti lämmitettyä pintaa;
- käsittelyjen päätyttyä poistamme tulpat, poistamme hiekkaa onteloista - kaikki on valmis.
Hiekka suojaa putkea muodonmuutoksilta ja epätasaiselta taipumiselta.

Varo putkien sulkujen tiiviyttä, kun työskentelet hiekan ja veden kanssa
Veden kanssa työskentelyn periaate on melkein identtinen - kaadamme vettä osaan, laitamme tulpat. Ennen kuin taivutat PVC-putkea tai muusta materiaalista valmistettua tuotetta, anna veden jäätyä (altista se pakkaselle tai laita jääkaappiin). Nesteen jäätyessä, translaatioliikkeillä annamme rakenteelle halutun taivutussäteen.
![§ 29. Putken taivutus [1980 Makienko N.I. - yleinen LVI-kurssi]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






Tämän periaatteen mukaan voit sekä taivuttaa metallilevyn putkeksi (vain ilman vettä ja hiekkaa) että antaa taivutuksen itse putkelle.
Lämpökäsittelymenetelmä

Mitä tulee metalliputkeen, avustajasi tulisi olla kaasupoltin. Toimimme vaiheittain.
- Puristimen avulla putken metalliosa kiinnitetään.
- Suunniteltu mutkan osa lämmitetään kaasupolttimella.
- Suoritamme mutkan ilmestymisen jälkeen.
On tärkeää saada kiinni mutkan alun hetki. Jos putki on alumiinia, siihen on tuotava paperiarkki
Jos se syttyy tai savuaa, voit aloittaa. Jos putki on valmistettu muusta metallista, lämmitysprosessin aikana punoitunut alue toimii signaalina. Lämpökäsittelymenetelmää ei voi käyttää galvanoitujen putkien taivutuksessa. Korkeat lämpötilat vahingoittavat pinnoitetta ja tekevät pinnoitteesta käyttökelvottoman. Sinun on tiedettävä, että jos puhumme neliömäisen putken taivuttamisesta, et voi tehdä ilman voimakasta puhalluspoltinta tai poltinta. Ja mikä tärkeintä, heti työn alussa tällainen tuote lämmitetään kaikilta puolilta.
Putken taivutussäteet
Putken taivutussäteet
Putken taivutus on teknologinen prosessi, jonka seurauksena putken geometrisen akselin kaltevuus ulkoisten kuormien vaikutuksesta muuttuu. Tällöin putken seinämien metallissa esiintyy elastisia ja elastis-plastisia muodonmuutoksia. Vetojännitykset esiintyvät camberin ulkoosassa ja puristusjännitykset sisäosassa. Näiden jännitysten seurauksena putken ulkoseinä taivutusakseliin nähden venyy ja sisäseinä puristuu kokoon. Putken taivutusprosessissa poikkileikkauksen muoto muuttuu - putken alkuperäinen rengasprofiili muuttuu soikeaksi. Leikkauksen suurin soikea havaitaan kaaren keskiosassa ja se pienenee kaaran alkua ja loppua kohti. Tämä selittyy sillä, että suurimmat veto- ja puristusjännitykset taivutuksen aikana esiintyvät taivutuksen keskiosassa. Poikkileikkauksen soikeus mutkassa ei saa ylittää: putkille, joiden halkaisija on enintään 19 mm - 15%, putkille, joiden halkaisija on 20 mm tai enemmän - 12,5%. Leikkauksen Q ovaalisuus prosentteina määritetään kaavalla:
missä Dmax, Dmin, Dnom ovat putkien suurin, pienin ja nimellinen ulkohalkaisija mutkassa.
Sen lisäksi, että taivutuksen aikana muodostuu soikeaa, erityisesti ohutseinäisissä putkissa, mutkan koveraan osioon ilmestyy joskus taitoksia (aaltoja). Ovaliteetti ja rypistyminen vaikuttavat haitallisesti putkilinjan toimintaan, koska ne pienentävät virtausaluetta, lisäävät hydraulista vastusta ja ovat yleensä putkilinjan tukkeumien ja lisääntyneen korroosion paikka.
Gosgortekhnadzorin vaatimusten mukaisesti teräsputkien, mutkien, kompensaattoreiden ja muiden putkilinjojen taivutettujen elementtien taivutussäteiden on oltava vähintään seuraavat arvot:
taivutettaessa esitäytteellä hiekalla ja lämmittämällä - vähintään 3,5 DH.
taivutettaessa putken taivutuskoneilla kylmässä ilman hiontaa - vähintään 4DH,
taivutettaessa puoliaallotetuilla taiteilla (yhdeltä puolelta) ilman hiekkatäyttöä, lämmitetty kaasupolttimilla tai erityisissä uuneissa - vähintään 2,5 DH,
kuumavetämällä tai leimaamalla tehdyissä kaarevissa mutkissa vähintään yksi DH.
On sallittua taivuttaa putkia, joiden taivutussäde on pienempi kuin kolmessa ensimmäisessä kappaleessa ilmoitettu, jos taivutusmenetelmä takaa seinän ohenemisen enintään 15 % laskennan vaatimasta paksuudesta.
Putkenhankintapisteillä ja -tehtailla sekä asennuspaikoilla käytetään seuraavia päämenetelmiä putkien taivutuksessa: kylmätaivutus putkien taivutuskoneissa ja kiinnikkeissä, kuumataivutus putkien taivutuskoneissa uuneissa tai suurtaajuisilla virroilla lämmittämällä, taivutus taitoksilla. , taivutus kuumahiekalla täytetyssä kunnossa.
Taivutetun elementin saamiseksi tarvittavan putken L pituus määritetään kaavalla:
L = 0,0175 Rα + l,
jossa R on putken taivutussäde, mm;
α - putken taivutuskulma, astetta;
l - 100-300 mm pitkä suora osa, joka tarvitaan putkeen tarttumiseen taivutuksen aikana (riippuen laitteen suunnittelusta).
1. Nimeä putkiosan soikeuden toleranssit.








2. Miten ovaalisuus lasketaan prosentteina?
3. Mitkä taivutussäteet Gosgortekhnadzorin vaatimukset sallivat taivutettaessa putkia eri tavoin?
4. Kuinka määrittää putken pituus taivutetun elementin saamiseksi?
Kaikki osion "Putkenkäsittely" materiaalit:
● Putkien puhdistus ja suoristus
● Putken päiden, liitososien ja reikien laippaus
● Putkien kierteitys ja kierteitys
● Putken taivutussäteet
● Kylmäputken taivutus
● Kuuma putken taivutus
● Putkenpäiden leikkaus ja työstö
● Ei-rautapitoisten putkien käsittely
● Muovi- ja lasiputkien käsittely
● Kalusteiden valmistelu ja tarkistus
● Tiivisteiden valmistus putkiliikkeissä ja konepajoissa
● Putkenkäsittelyn turvallisuusmääräykset
Kuinka työskennellä putkentaivuttajan kanssa kotona
Putken taivuttajia kutsutaan erikoismekanismeiksi, joille on ominaista erilainen toimintaperiaate. Niiden avulla profiili- ja pyöreäputkien manuaalinen ja mekaaninen taivutus toteutetaan tuotannossa tai kotona.
On olemassa seuraavan tyyppisiä manuaalisia putkien taivuttajia, jotka soveltuvat ohutseinämäisten muovisten, halkaisijaltaan pienten alumiinituotteiden taivutukseen:
- Vipu. Tätä mekanismia kutsutaan myös Volnov-koneeksi. Työkappaleen asettamista varten se tarjoaa erityisen muodon. Itse taivutusprosessi ei vaadi putken lämmitystä, ja se suoritetaan vipuvaikutuksen avulla.Muoto vastaa tiettyä halkaisijaa.
- Varsijousi. Rakenne, johon työkappale kiinnitetään, on varustettu taivutussegmentillä, joka työntyy putken keskeltä päitä vastakkaiselta puolelta.
- Kevät. Ennen taivutusta putki on varustettu jousella, joka asetetaan tuotteen sisään. Lisäksi työkappaletta voidaan lämmittää tai käyttää kylmätaivutusmenetelmää. Menettelyn lopussa jousi on poistettava.

Koneisen taivutuksen avulla on mahdollista ratkaista kysymys siitä, kuinka taivuttaa ja oikaista eri halkaisijaltaan ja muotoillaan olevaa alumiiniputkea. Vahinkojen riski pienenee lähes nollaan.








Näissä mekanismeissa voi olla sähkömekaaninen tai hydraulinen toimintaperiaate, joka takaa tarkan työtuloksen asetettujen vaatimusten mukaisesti.



