- Kuinka keittää pastaa liedellä?
- Työpaikan valmistelu
- Mitä sähköhitsaus on ja miksi sitä tarvitaan kotona?
- 1) Manuaalinen kaarihitsaus
- 2) Puoliautomaattinen kaasuympäristössä
- 3) Automaattinen uppokaarihitsaus
- Tietoja sauman muodostustekniikoista
- Päällekkäinen sauma
- Katon sauma
- Teesauma (yksipuolisella leikkauksella)
- Hitsaussauma puikkotuella
- Mitä on sähköhitsaus?
- Invertterin suunnittelu hitsaukseen
- Kuinka valita oikea pasta?
- Elektrodin syöttönopeuden vaikutus
- Putkien liittäminen sähköhitsauksella
- Metalliset sähköfuusioliittimet
- Sähköliitos polyeteeni
- Kytkentä ja sähköpölytys
- Kuinka valmistaa sähköputkien hitsaus
- Kotihitsaajan tekniset laitteet
- Sähköhitsaustekniikka
Kuinka keittää pastaa liedellä?
Italialaiset sanovat, että tämän tuotteen valmistaminen on helppoa, mutta sen tekeminen oikein on paljon vaikeampaa. Hyvin keitetyn pastan asiantuntijat rakastavat sen kypsentämistä "al dente", mikä italiasta tarkoittaa "hampaisiin".
Harkitse, kuinka keittää herkullisia pastaa liedellä pienten tuotteiden - kuoret, spiraalit, sarvet, jouset - esimerkillä.
Tämä vaatii seuraavat ainesosat:
- Vesi - 1 l;
- Pääkomponentti on 100 g;
- Suola - 10-11 g.
On erittäin tärkeää ottaa huomioon mittasuhteet, muuten pääkomponentista puuttuu tilaa, ja siksi siitä tulee liian tahmeaa ja kypsennysaika pitenee.Toinen huomioitava seikka pastan oikean keittämisen yhteydessä on kattilan valinta.
On toivottavaa, että siinä on paksut ja korkeat seinät. Tämä estää vettä pääsemästä reunoihin.
Kuinka keittää pastaa liedellä?
Keittoprosessi menee näin:
- Aseta astia vettä liedelle niin, että tuli on maksimi, suolaa siihen kaadettu vesi, kun jälkimmäinen kiehuu;
- Laita siihen pääainesosa;
- Jonkin ajan kuluttua neste alkaa kiehua uudelleen, minkä jälkeen sinun on vähennettävä kaasua. Ennen kuin tämä tapahtuu, sekoita tuotetta jatkuvasti, jotta se ei tartu yhteen siitä vapautuvan tärkkelyksen takia. Jos tätä ei tehdä, pasta, jonka valmistusta tässä artikkelissa kerrotaan, muuttuu palaksi. Lisäksi ne tarttuvat pannun pohjaan ja seiniin;
- Jos olet kiinnostunut esimerkiksi keulapastan tai muun tyyppisen keskikokoisen tuotteen (spiraalit, sarvet, kuoret) keittämisestä, sinun on tiedettävä, kuinka kauan se kestää. Kypsennysaika on noin 5 minuuttia. Jos keität pieniä tuotteita - esimerkiksi ohuita, pieniä nuudeleita, kypsennysaika veden kiehumisen jälkeen on 3-4 minuuttia;
- Voit tarkistaa niiden valmiuden puristamalla niitä, ja jos niistä tulee joustavia, voit sammuttaa liesi;
- Aseta astia välittömästi siivilään, jotta neste valuu kokonaan pois.
- Käynnistä kylmä vesi täydellä teholla huuhdellaksesi ruoan, jolloin se murenee entisestään.
Kun rusetin tyyppiset pastat (tai keskikokoiset pienimuotoiset tuotteet) ovat valmiita, niitä voidaan tarjoilla lisukkeena minkä tahansa lisäaineen kanssa - liha, kala, vihannekset jne.Jotkut kotiäidit myös paistavat niitä mieluummin ennen tarjoilua käyttämällä voita maun parantamiseksi. Voit lisätä palan tätä ainesosaa kuumaan astiaan paistamatta, mutta älä sekoita, vaan ravista suljettua pannua niin, että se jakautuu tasaisesti astiaan.
Erillinen taito ansaitsee prosessin, kuinka pesäpasta keitetään niin, että ne eivät hajoa. Tätä varten tarvitset seuraavat ainesosat:
- Pääkomponentti - 6-8 kappaletta;
- Vesi - 2 l;
- Oliiviöljy - 1-2 tl.
Tuote valmistetaan seuraavasti:
- Kiehauta oikea määrä vettä kattilassa;
- Aseta pääaines erilliseen astiaan (voit käyttää leveäpohjaista pannua) niin, että pesänmuotoinen pasta sijaitsee vapaasti siinä;
- Täytä ne kiehuvalla vedellä, suolalla;
- Kuumenna astia kiehuvaksi, keitä 4-5 minuuttia;
- Poista se uralusikalla siirtämällä se lautaselle;
- Halutessasi voit lisätä mausteita valmiiseen ruokaan maun mukaan;
- Se tarjoillaan tavallisena lisukkeena - lisäämällä lihaa, kalaa, vihanneksia, juustoa, makkaroita jne.
Pesäpastan keittomenetelmä edellyttää, että niiden on säilytettävä muotonsa. Ensinnäkin tätä helpottaa se, että aluksi ne kaadetaan kiehuvalla vedellä, jonka avulla voit korjata muodon. Toiseksi pääkomponentti poistetaan kuorimalla, minkä ansiosta ne voidaan siirtää lautaselle siinä muodossa, jossa ne kypsennetään.
Katso tämä video YouTubessa
Työpaikan valmistelu
Miten oppia laittamaan ruokaa sähköllä lyhyessä ajassa? Et voi tehdä tätä yhdessä päivässä, mutta soveltamalla eri videoiden vinkkejä ja valmistamalla kaikki työpaikalla tarvitsemasi, voit nopeasti aloittaa harjoittelun.
Jotta voit oppia ruoanlaiton hitsausinvertterillä, tarvitset levyn elektrodin sytyttämiseen. Aina ei ole mahdollista kiinnittää massaa tuotteeseen, joten tarvitaan pieni metallipöytä tai alusta
Hitsaajalla tulee olla vasara metalliosien kiinnityksen korjaamiseksi, kuonanerotin ja sammutusvälineet (hiekka tai sammutin).
Metallin hitsaus invertterillä on tärkeää, sillä se on hyvin suojattu haitallisilta vaikutuksilta. Riippumatta työpaikasta (koti- tai tuotantoolosuhteet), jokaisella hitsaajalla on oltava:
- suojanaamari valosuodattimella, joka vastaa työpaikan valaistusta (suodattimessa nro 5 se on vaikea nähdä sisätiloissa, nro 3:ssa se on erittäin sokaiseva silmät kadulla);
- kankaiset lapaset suojaamaan kuumuudelta ja roiskeilta;
- paksut, syttymättömät vaatteet, joita ei ole työnnetty vyöhön;
- saappaat;
- päähineet suojaamaan lentäviä kuonapisaroita vastaan.
Mitä sähköhitsaus on ja miksi sitä tarvitaan kotona?
Termin ymmärtämiseksi sinun on koskettava koulun fysiikan kurssia ja ymmärrettävä osien hitsaukseen liittyvät prosessit. Saadut tiedot auttavat hitsaajaa tekemään parempia saumoja, koska sähköhitsauksen perusteiden ymmärtäminen mahdollistaa työskentelyn tietoisesti, eikä luota muiden asiantuntijoiden kuviollisiin toimiin.





Sähköhitsaus (kaarihitsaus) - erottamattoman tyyppisten liitosten saaminen täyte- ja perusmateriaalien kiteytymisen vuoksi.

Saumanmuodostusprosessin aikana tapahtuu pohjan ja elektrodin tilapäinen sulaminen, jonka seurauksena muodostuu hitsausallas.Kun pinta on jäähtynyt, materiaalit yhdistetään molekyylitasolla (sulatetaan) kiteytyen saumaksi, joka ei ole vahvuudeltaan huonompi kuin muilla pääpinnan alueilla.
| Sähköhitsauksen edut | Sähköhitsauksen haitat |
|---|---|
| Rakenteellista yksinkertaisuutta. | Sähkömagneettisen säteilyn ja valon haitat. |
| Sovelluksen monipuolisuus tila-asennosta riippumatta - pystysuora, vaaka, 45 asteen kulmassa ja niin edelleen. | Tehokkuus perustuu hitsaajan taitoon. Jos sellaista ei ole, lopputulos on valitettava. |
| Suuri määrä metalleja, jotka voidaan liittää sähkökaarihitsauksella. | Mestarilta tarvitset laitteen käytön perustaidot + 30 tunnin käytännön kokemusta yksinkertaisissa olosuhteissa. |
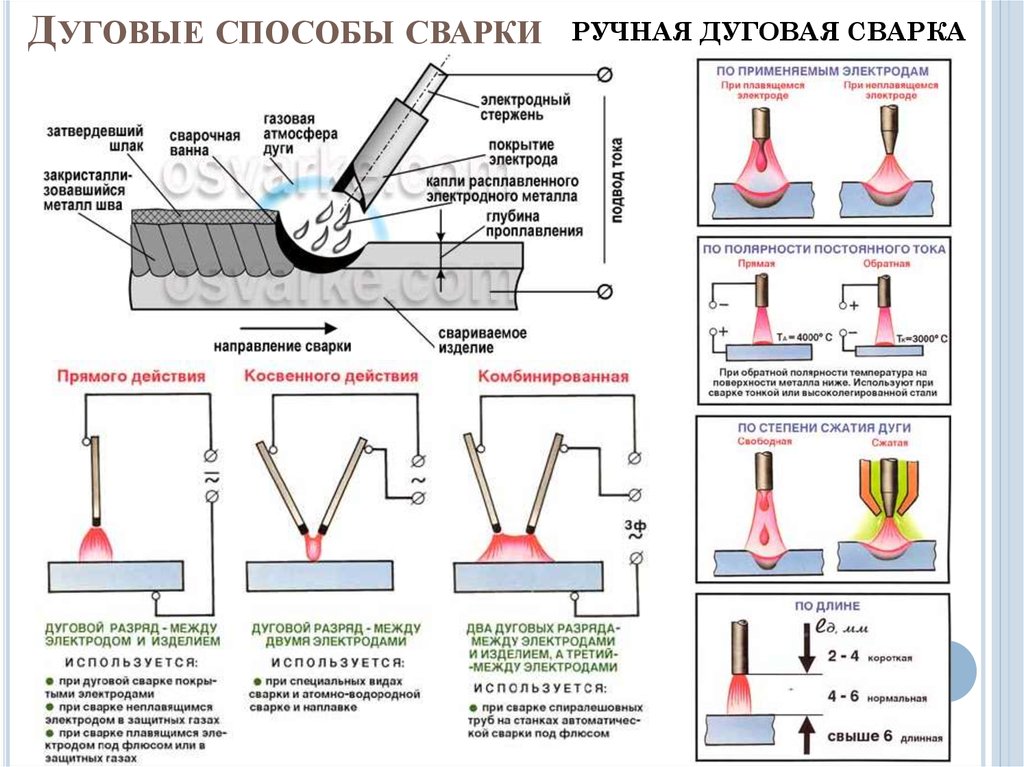
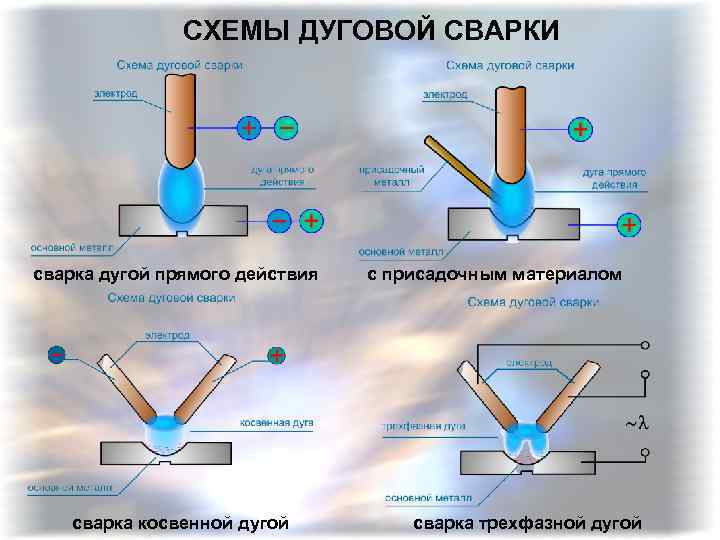
Sähköhitsauksen luokitus tehdään monien kriteerien perusteella - hitsausprosessin mekanisointiaste, virran tyyppi + sen napaisuus, kaari, elektrodin ominaisuudet, vyöhykkeen suojausmenetelmä ja niin edelleen . Katsotaanpa klassista jakelua - manuaalinen kaari, puoliautomaattinen kaari ja automaattinen kaarihitsaustyypit.
1) Manuaalinen kaarihitsaus
Vaikein vaihtoehto kokemattomalle hitsaajalle, koska suurin osa työstä on tehtävä omin käsin. Teknologian säätö muiden kohtien kanssa suoritetaan GOST 5264-80:n avulla. Liitoksen tyyppi, reunojen muoto, sauman luonne, poikkileikkaus ja hitsattavien elementtien paksuus otetaan huomioon.
Manuaalisen hitsauksen haittoja ovat hajoavien / kevyiden tuotteiden kielteinen vaikutus ihmiskehoon ja työn suhteellisen alhainen tehokkuus suuressa mittakaavassa. Matalasti koulutettu asiantuntija ei pysty ohjaamaan kaarta laadukkaasti käsin kaarihitsauksessa, joten ompelumenetelmä ei todellakaan ole aloittelijoille.
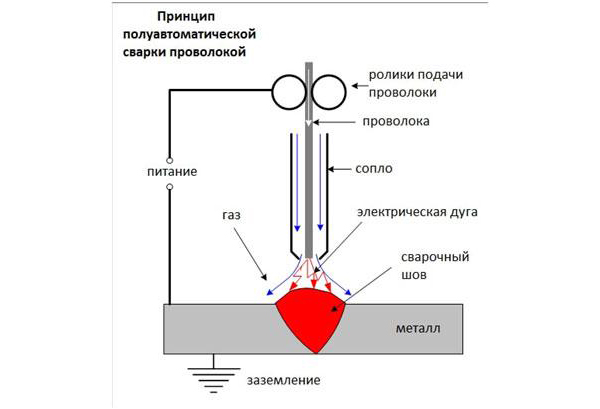
2) Puoliautomaattinen kaasuympäristössä
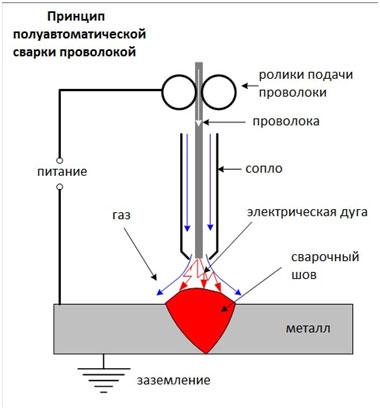
Kytkentämenetelmän 2 tunnusomaisia piirteitä ovat liikkuvan kulutuselektrodin käyttö + suojakaasun läsnäolo. Toinen toimii esteenä ulkoisen ympäristön ja sähkökaaren välillä.
Suojakaasu on argon, hiilidioksidi, helium tai niiden yhdistelmät tietyissä suhteissa. Puoliautomaattinen hitsaustekniikka tapahtuu viemällä lanka kaasusuuttimen läpi, minkä vuoksi se sulaa. Kaaren pituutta ohjataan automaattisesti, kun taas liikkeen suunta + nopeus pysyy hitsauslaitteen hallinnassa. Työmenetelmä voidaan suorittaa ilman kaasukuorta - käytetään erityistä itsesuojattua lankaa, joka on sekoitettu piin, mangaanin ja muiden metallielementtien kanssa, joilla on hapettumista poistavia ominaisuuksia.
3) Automaattinen uppokaarihitsaus
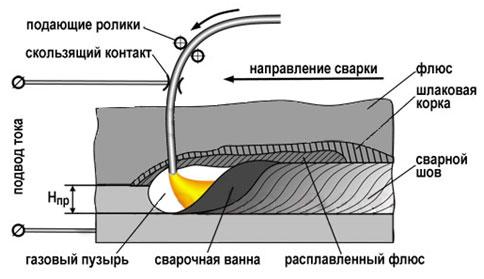
Menetelmä, jolla on parantunut tuottavuus ja minimaaliset elektrodihäviöt. Hitsaaja ei voi pelätä roiskeita, ja hitsausalue on mahdollisimman turvallinen oksidien ja muiden sauman haitallisten epäpuhtauksien muodostumisen kannalta.
Hitsausprosessin algoritmi:
- Langansyöttö erikoisteloilla.
- Liukuvan koskettimen avulla johdetaan sähkövirta.
- Elektrodin liike sauman merkintää pitkin alkaa.
- Yksikön bunkerista kaadetaan virtaus, jonka haihtumisen seurauksena muodostuu kaasupilvi, joka suojaa valokaaria ulkoisen ympäristön vaikutuksilta.
- Sauman muodostuminen.
- Kuonan poisto.
- Kerää ylimääräinen juoksutusaine uudelleenkäyttöä varten.
Työskentelyvälineet eivät edellytä käyttäjän erityisiä silmäsuojaimia. Prosessin automatisoinnin ansiosta hitsauskoneen subjektiivinen vaikutus on minimoitu, ja siksi jyrkän ruuvauksen riskillä on taipumus laskea.
Tietoja sauman muodostustekniikoista
Ennen kuin opit valmistamaan ruokaa sähköhitsauksella itse, sinun tulee hallita erilaisia hitsaustekniikoita metalliosien liittämiseksi. Sähkökaaren oikea huolto ja liike ovat avain laadukkaaseen saumaan. Jos kaari on liian pitkä, metalli hapettuu ja kyllästyy typellä, ruiskutetaan pisaroilla ja muodostaa huokoisen rakenteen.
Päällekkäinen sauma
Hitsauskaari liikkuu eteenpäin elektrodin akselia pitkin. Näin haluttu kaaren pituus säilyy, johon vaikuttaa elektrodin sulamisnopeus. Elektrodin pituus pienenee vähitellen, samalla kun sen ja hitsisulan välinen etäisyys kasvaa. Tämän estämiseksi elektrodia on tarkoitus siirtää akselia pitkin tarkkailemalla sen lyhentymisen ja hitsausuuman suunnassa tapahtuvan liikkeen synkronointia.
Katon sauma
Elektrodin halkaisija riippuu hitsaussarjan paksuudesta
Toista rullatyyppiä kutsutaan kierteeksi. Tällainen palle muodostuu siirrettäessä elektrodia hitsattavan hitsin akselia pitkin. Rullan paksuus riippuu elektrodin halkaisijasta ja nopeudesta, jolla se liikkuu.







Rullan leveydestä voidaan sanoa, että se on yleensä 2-3 mm ylittää elektrodin halkaisijan. Tuloksena on melko kapea hitsisauma. Sen lujuus ei ole tarpeeksi korkea vahvan rakenteen luomiseksi. Kuinka korjata se? Riittää, kun elektrodi liikkuu hitsin akselia pitkin, jotta se tekee lisäliikkeen - akselin poikki.
Teesauma (yksipuolisella leikkauksella)
Elektrodin poikittaissiirtymä käytön aikana mahdollistaa riittävän sauman leveyden saavuttamisen. Tämä tehdään elektrodin edestakaisilla värähtelyillä, joiden leveys määritetään erikseen jokaisessa erityistapauksessa. Tässä on otettava huomioon sauman sijainti, sen koko, uran muoto, materiaalien ominaisuudet sekä suunnittelulle asetettujen vaatimusten luettelo. On tapana harkita sauman normaalia leveyttä 1,5 - 5,0 elektrodin halkaisijalla.
Hitsaussauma puikkotuella
Se muodostuu melko monimutkaisilla, kolminkertaisilla elektrodin liikkeillä. Löytyy useissa muunnelmissa. Klassisessa kaarihitsauksessa liikeradan tulee olla sellainen, että liitettävien osien reunat sulavat ja samalla sulaa metallia tulee muodostua riittävästi tietyn muotoisen hitsin muodostamiseksi.
Mitä on sähköhitsaus?
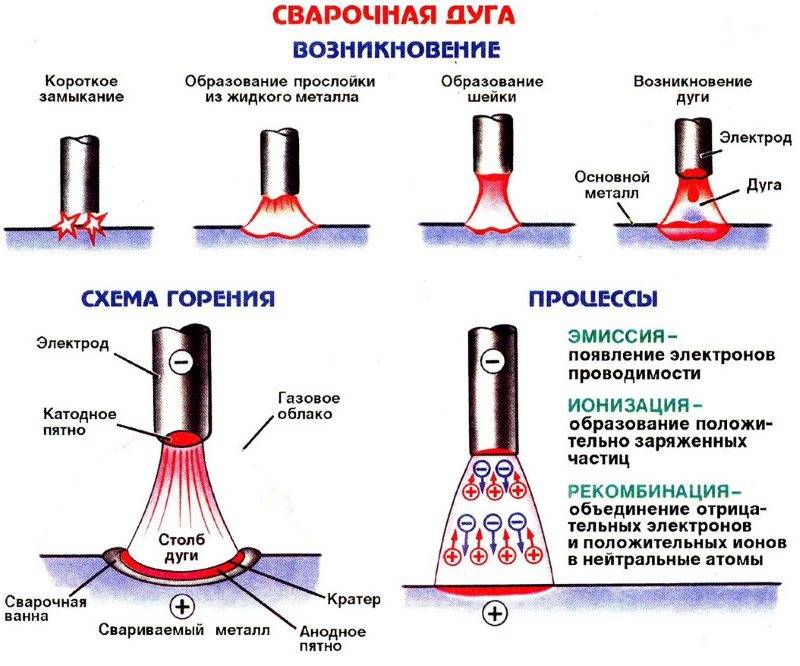
Sähköhitsaus on yksi hitsausmenetelmistä, kun sähkökaaren avulla lämmitetään ja sulatetaan metalleja. Jälkimmäisen lämpötila saavuttaa 7000 °C, mikä on paljon korkeampi kuin useimpien metallien sulamispiste.
Sähköhitsausprosessi etenee seuraavasti. Sähkökaaren muodostamiseksi ja ylläpitämiseksi virtaa syötetään hitsaustyökalusta elektrodiin.
Hitsausprosessin aikana elektrodin perusmetalli ja metalliydin sulavat ja sekoittuvat muodostaen vahvan ja erottamattoman sauman (+)
Kun elektrodin sauva koskettaa hitsattavaa pintaa, hitsausvirta kulkee. Sen vaikutuksesta ja sähkökaaren vaikutuksesta elektrodi ja hitsattavien elementtien metallireunat alkavat sulaa. Sulasta, kuten hitsaajat sanovat, muodostuu hitsausallas, jossa sula elektrodi sekoitetaan perusmetalliin.
Sula kuona kelluu kylvyn pinnalle ja muodostaa suojakalvon. Kaaren sammuttamisen jälkeen metalli jäähtyy vähitellen muodostaen hilseellä peitetyn sauman. Kun materiaali on täysin jäähtynyt, se puhdistetaan pois.
Hitsaukseen voidaan käyttää ei-kuluvia ja kuluvia elektrodeja. Ensimmäisessä tapauksessa täytelanka johdetaan sulatteeseen hitsin muodostamiseksi, toisessa sitä ei vaadita. Sähkökaaren muodostamiseen ja myöhempään ylläpitoon käytetään erikoislaitteita.
Monien töiden suorittaminen edellyttää hitsaajan alan taitoja kotiympäristössä:
Invertterin suunnittelu hitsaukseen
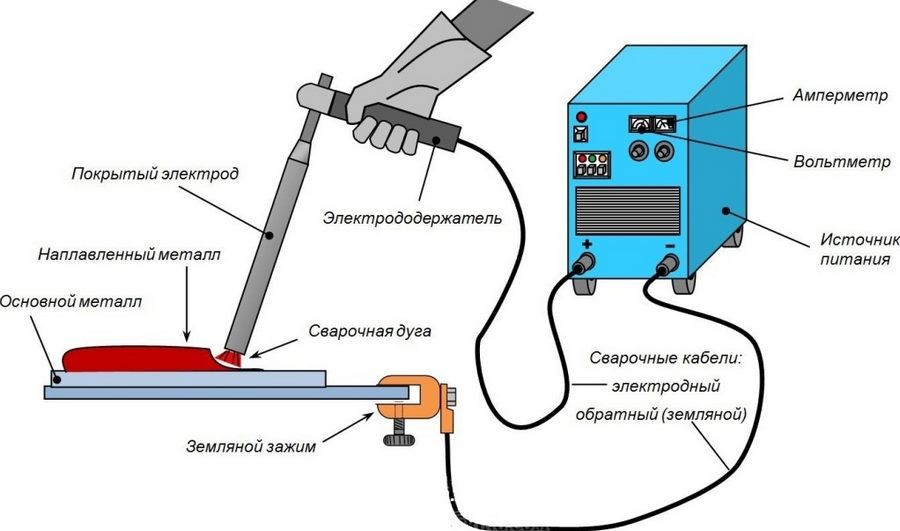
Hitsauskoneen oikean käytön ymmärtämiseksi aloittelevan mestarin tulee perehtyä invertterin suunnitteluun.
Hitsausinvertteri on metallikotelo, jossa on sisäkomponentti, kokonaispainoltaan noin 7 kg ja joka on varustettu kahvalla ja olkahihnalla kantamisen helpottamiseksi. Hitsausinvertterin kotelossa voi olla tuuletusaukkoja, jotka parantavat ilman ulosvirtausta yksikön jäähdytettäessä.Etupaneelissa on painikkeet työtilan vaihtamiseen, nupit tarvittavan jännitteen ja virran valintaan, lähdöt työkaapeleiden kytkemiseen sekä indikaattorit, jotka ilmoittavat tehon olemassaolosta ja invertterin ylikuumenemisesta hitsauksen aikana. Koneen verkkovirtaan kytkettävä kaapeli liitetään yleensä vaihtosuuntaajan takana olevaan liittimeen.

Hitsausinvertterin suunnittelu
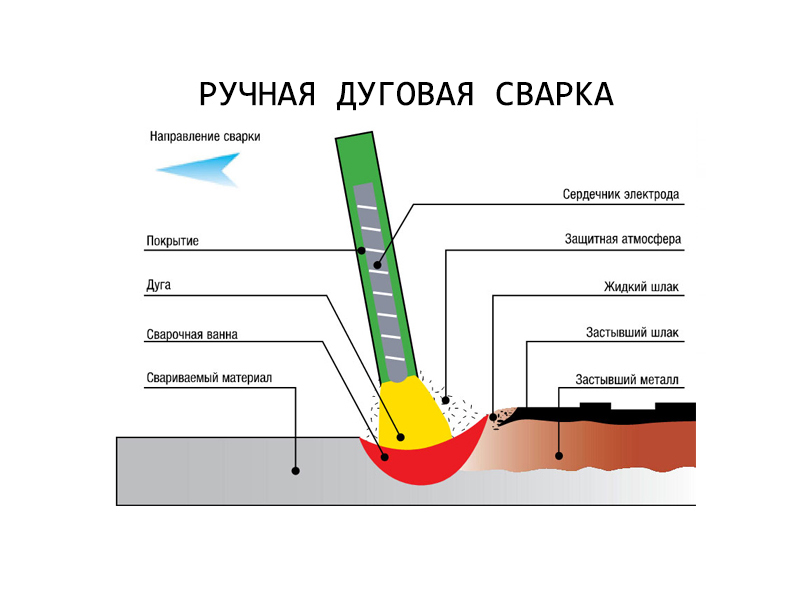
Kun elektrodi koskettaa hitsattavia metallilevyjä hitsauksen aikana, muodostuu korkean lämpötilan kaari, jonka seurauksena sekä hitsaustangon elementit että hitsausliitoksen metalli sulavat. Levyjen ja elektrodin sulan metallin kaaren alueelle muodostama allas on suojattu hapettumiselta elektrodin nesteytetyllä pinnoitteella. Kun metalli on täysin jäähtynyt, hitsin yläpinta, joka on suojattu hitsauksen aikana elektrodipinnoitteella, muuttuu kovettuneeksi kuonaksi, joka voidaan helposti poistaa kevyellä mekaanisella vaikutuksella (esim.
On tärkeää noudattaa samaa etäisyysrakoa hitsausliitoksen metallin ja elektrodin välillä (kaaren pituus), mikä estää sen sammumisen. Tätä varten elektrodi tulee syöttää sulamisalueelle tasaisella nopeudella ja hitsaustankoa tulee ohjata tasaisesti hitsiliitosta pitkin.
hitsauskaari
Kuinka valita oikea pasta?
Kuinka valita oikea pasta?
Suurin osa oikean ravinnon kannattajista kieltäytyy tästä ruoasta pitäen sitä epäterveellisenä ja epäterveellisenä. Mutta oikea tuote voi hyödyttää kehoa, ja siksi ostaessasi sinun tulee ottaa huomioon seuraavat suositukset:
Laadukkaiden tuotteiden koostumus sisältää kaksi komponenttia - jauhot ja vesi.Maku, hyödyt ja haitat, niiden ravinto- ja energiaarvo riippuvat suurelta osin pääainesosien laadusta. Ne voivat sisältää myös luonnollisia väriaineita - pinaattimehua, porkkanamehua, seepiamustetta, mausteita, joiden läsnäolo on ilmoitettava pakkauksessa;
Jauhotyyppi, josta tuote on valmistettu, ansaitsee erityistä huomiota. Sen tulisi kuulua durumvehnälajikkeisiin, koska tämä vaihtoehto ei sisällä koostumuksessaan rasvoja, se imeytyy täydellisesti kehoon.




Jos pastan valmistukseen käytetään pehmeiden lajikkeiden pääainesosaa, ne sisältävät paljon tärkkelystä, minkä vuoksi niistä tulee erittäin korkeakalorisia, ja tämä on syy ylipainoon;
Varmistaaksesi, että käytetään laadukasta durumpohjaista raaka-ainetta, kiinnitä huomiota tuotteen ulkonäköön. Sen pinnan tulee olla sileä, värin tulee olla keltainen, keltainen kultaisella sävyllä.
Siinä on sileät reunat ja tuotteissa on pieniä täpliä. Pakkauksessa ei saa olla roskia. Jos ne on valmistettu pehmeistä jauhoista, niiden väri on vaalea tai niissä on vaalea, epäluonnollinen väri, epätasaiset reunat, karhea pinta, vaaleat pienet täplät, on mahdollista, että pakkauksessa on sirpaleita, murusia;
Proteiini on tärkeä ainesosa jauhotuotteissa. Jos ne ovat korkealaatuisia, durumvehnästä valmistettuja, ne sisältävät noin 12-15 g / 100 g. Tuotteen heikon laadun indikaattori on proteiinipitoisuus enintään 10 g / 100 g;
Kiinnitä huomiota kustannuksiin - hyvä pasta on kalliimpaa, mikä viittaa premium-luokkaan;
Pasta, kuten spagetti, testataan toisella tavalla - analysoi, kuinka ne hajoavat, mutta voit tehdä tämän juuri ennen itse kypsennysprosessia. Jos ne ovat korkealaatuisia, ne taipuvat hyvin, mutta ne ovat vahvoja, joten niitä ei ole niin helppo rikkoa, mitä ei voida sanoa pehmeistä raaka-aineista valmistetuista tuotteista;
Laadukas tuote kypsennyksen jälkeen säilyttää muotonsa, kellertävän kultaisen värin, vaikka se jätettäisiinkin veteen pitkään;
Hyvälle pastalle on ominaista se, että se kiehuu minimaalisesti, eikä siksi tartu yhteen.
Katso tämä video YouTubessa
Elektrodin syöttönopeuden vaikutus
Syöttönopeus elektrodit hitsaukseen tulee tarjota tarvittava määrä toimitettua sulaa materiaalia. Sen riittämätön määrä voi johtaa alihinnoitteluun. Tämä tekijä on erittäin tärkeä sekä suora- että käänteisnapaisessa hitsauksessa.
Kaarihitsauksen aikana sauvan nopean liikkeen johdosta liitosta pitkin valokaariteho ei välttämättä riitä metallin lämmittämiseen. Tämän seurauksena muodostuu matala sauma, joka makaa metallin päällä. Reunat jäävät keskeneräisiksi.
Elektrodin hidas eteneminen johtaa ylikuumenemiseen. Tässä tapauksessa on mahdollista polttaa pinta ja muuttaa ohutta metallia.
Nykyaikaisilla hitsauskoneilla on laaja valikoima erilaisia toimintoja ja ominaisuuksia. Silti tällä hetkellä, toistaiseksi, suurin osa tehdystä laadukkaasta työstä määräytyy nimenomaan henkilön taitojen mukaan.
Putkien liittäminen sähköhitsauksella
Metalliset sähköfuusioliittimet
Sähköfuusioliittimet ovat laitteita, jotka auttavat yhdistämään kaksi työkappaleen osaa. On olemassa kaksi muotoa: kierre ja hitsattu.Kierreliitospäät – Kierreliitoksen sisä- ja ulkopuolelta. Ja myös liittimessä on viiste, joka helpottaa sähköhitsauksen toteuttamista.
Monet näistä laitteista on kiinnitetty osaan kahdella elementillä: polvi ja takapuoli. Ensimmäisessä vaihtoehdossa halkaisija on suurempi kuin toisessa, ja toinen on pääsääntöisesti sama kuin hitsattava osa.
Sähköliitos polyeteeni
Näiden osien avulla voit lisätä liitettyjen osien sähköfuusiota. Tyypillisesti polyeteenistä valmistettuja apuliittimiä käytetään polyeteenivesiputkissa, jotka on suunniteltu matalapainejärjestelmiin.
 HDPE-liittimet asennetaan putkiin, joissa on pusku tai limitys. Elementit on kiinnitetty erityiseen pidikkeeseen. Liitäntä ja putki asennetaan ja lämmitetään työntämällä ne liittimeen.
HDPE-liittimet asennetaan putkiin, joissa on pusku tai limitys. Elementit on kiinnitetty erityiseen pidikkeeseen. Liitäntä ja putki asennetaan ja lämmitetään työntämällä ne liittimeen.
On huomionarvoista, että molemmat sähköhitsausvaihtoehdot perustuvat kemialliseen toimintaan - polymeerien molekyyliketjujen tuhoamiseen 170 celsiusasteen lämpötilassa ja uusien muodostumiseen muovin kovettumisprosessissa.
Kytkentä ja sähköpölytys
Nykyaikainen sähkötekniikka on saavuttanut tason, jossa on helppo tehdä ilman isoja, vaikeasti käytettäviä ja vanhentuneita laitteita.
Ulkovaippa ja sen sovitus sulavat ja lämpötilan laskeessa syntyy uusi polymeeriketju. Tuloksena taataan korkealaatuinen polyeteeniputkien sähköhitsaus, jota voidaan käyttää turvallisesti sekä kotitalousjärjestelmissä että teollisuusputkistoissa.
Näille varusteille on ominaista seuraavat edut:
- ne yhdistävät putket, joiden halkaisija on 20 - 400 mm;
- liitäntä on asennettu sisäisesti ja kestää korkean paineen käytön;
- ne ovat inerttejä kaikille kemikaaleille ja siten turvallisia jopa vedelle;
- kestää paineen nousuja.
Liittimillä on laaja valikoima - pienestä suureen halkaisijaan. Niitä voidaan käyttää jopa suurissa kemiantehtaissa.
Voit käyttää muuntajaa liittimien asentamiseen.
Kuinka valmistaa sähköputkien hitsaus
Valmistelu: hitsauskone, työkappale, liitoselementti, muuntaja täysin valmiina ja ehjinä.
Putki suorassa kulmassa.
Osan reunan viiste mahdollistaa tarkan leikkauksen.
Putki kulkee liittimeen ja kiinnittää paikan, johon se on aiemmin merkitty.
Poista osat rasvasta.
Kun olet liittänyt hitsausmuuntajan virtalähteeseen, muodosta hitsausliitos.
Hitsauskone sammutetaan ja lämmitystila kytketään päälle 30 minuutiksi.
On tärkeää olla siirtämättä mitään liitintä tai pidikettä! Odota sammutuksen jälkeen täydellistä jäähtymistä.
Laite on valmis käyttöön ja jatkoliitäntään!
Kotihitsaajan tekniset laitteet
Manuaalisen ES:n kaaren muodostamiseksi tarvitaan sähkövirtalähde, joka tarjoaa vakaan sähköenergian syöttämiseksi ED:lle. Manuaaliseen ES:hen soveltuu yhtä hyvin kuin vaihtovirtalähteetja tasavirralla toimivat laitteet. Hitsauslaitteiden kotikäytössä on tärkeä rooli sähköjohdotuksen kunnosta, johon ostettu hitsausyksikkö liitetään. Tämä määrittää laitteen tyypin, jota aloittelija "hitsattu" voi käyttää.






Tärkeä! Hitsauskone pystyy toimimaan kotitalousvirtalähteestä suoja- ja säätölaitteidensa - pistokkeiden ja sulakkeiden, automaattisten laitteiden jne. Jos "hitsaajan" suorituskykyominaisuudet eivät täytä sähköverkon suojajärjestelmän vaatimuksia, vilkkuvat valot, koneiden sammuttaminen, kodinkoneiden vikaantuminen koko talossa äkillisten jännitteenvaihteluiden vuoksi ovat mahdollisia
Kotihitsauskoneessa on oltava seuraavat varusteet:
- Nykyinen lähde.

Tällä hetkellä kotikäyttöön tarkoitettuja hitsauslaitteita kutsutaan usein MMA-laitteiksi (englannista. Metal Manual Arc - manuaalinen ES kappalepäällystetyillä elektrodeilla). Sähkölaitemarkkinat tarjoavat kolmenlaisia virtalähteitä kotikäyttöön:
- vaihtovirralla toimivat hitsausmuuntajat,
- hitsaustasasuuntaajat, jotka muuttavat vaihtovirtajännitteen tasavirraksi,
- invertterit, jotka voivat toimia kotipistorasiasta käsin.
- Sarja virtakaapeleita ja lyijyjohtoja kantoineen.
- Elektrodipidikkeet (jousi tai vipu), joita kutsutaan yleisesti "pitimiksi".
- Hitsaajan henkilökohtaiset suojavarusteet:
- lämmönkestävät vaatteet, kengät, käsineet tai lapaset,
- suojanaamari.
Sähköhitsaustekniikka
On parempi opetella osien oikea hitsaus sähköhitsauksella kokeneiden hitsaajien ohjauksessa. Jos tämä ei jostain syystä toimi, voit kokeilla sitä itse. Ensin sinun on organisoitava työpaikka oikein
Tämä on erittäin tärkeää, koska hitsaus on korkeissa lämpötiloissa ja siksi palovaarallinen prosessi.
Työskentelyä varten sinun on valittava työpöytä tai mikä tahansa muu palamattomasta materiaalista valmistettu alusta.Puiset pöydät ja vastaavat tuotteet ovat ehdottomasti kiellettyjä. On toivottavaa, että hitsauspaikan lähellä ei ole syttyviä esineitä.
Muista laittaa vesiämpäri lähellesi mahdollisten sytytyslähteiden poistamiseksi. Lisäksi sinun on määritettävä turvallinen paikka, jossa käytettyjen elektrodien jäännökset säilytetään. Pieninkin niistä voi sytyttää tulipalon.
Myynnistä löydät eri halkaisijaltaan olevia hitsauselektrodeja. Tarvittava sauvan koko valitaan hitsattavan metallin paksuuden perusteella.
Ensimmäisiä itsenäisiä saumoja varten sinun on valmistettava tarpeeton metallipala ja valittava sille elektrodit. Asiantuntijat suosittelevat 3 mm:n tankojen käyttöä tällaisissa tapauksissa. Pienempää halkaisijaa käytetään ohuiden levyjen hitsaukseen, joista on hankala oppia. Halkaisijaltaan suuremmat elektrodit vaativat suurta laitetehoa.
Aloitamme puhdistamalla sen metallialueen, johon sauma tulee. Ruostetta tai saastumista ei saa olla.
Kun osa on valmistettu, ota elektrodi ja aseta se hitsauskoneen puristimeen. Sitten otamme "maadoitus" puristimen ja kiinnitämme sen tiukasti osiin. Tarkista kaapeli uudelleen. Se on työnnettävä pidikkeeseen ja eristettävä hyvin.
Nyt sinun on valittava hitsauskoneen käyttövirtateho. Se valitaan elektrodin halkaisijan mukaan. Asetamme valitun tehon hitsauslaitteen paneeliin.
Seuraava vaihe on valokaaren syttäminen. Tätä varten elektrodi on tuotava työkappaleeseen noin 60 ° kulmassa ja siirrettävä hyvin hitaasti alustan yli. Kipinöitä pitäisi olla.Heti kun tämä tapahtuu, kosketa elektrodia kevyesti osaan ja nosta se välittömästi enintään 5 mm:n korkeudelle.
Hitsausinvertteri on käyttövalmis. Siihen on kytketty kaksi kaapelia: toisessa elektrodin puristin, toisessa maadoituskiinnike
Tällä hetkellä kaari vilkkuu, mikä on säilytettävä koko toiminta-ajan. Sen pituuden tulee olla 3-5 mm. Tämä on elektrodin kärjen ja työkappaleen välinen etäisyys.




Valokaaria ylläpidettäessä on muistettava, että käytön aikana elektrodi palaa ja lyhenee. Jos elektrodi on liian lähellä työstettävää kappaletta, se voi tarttua. Tässä tapauksessa sinun on käännettävä niitä hieman sivulle. Valokaari ei välttämättä syty ensimmäisellä kerralla. Ehkä virtaa ei ole tarpeeksi, niin sitä on lisättävä.
Kun aloitteleva hitsaaja on oppinut sytyttämään valokaaren ja pitämään sen toimintakunnossa, voit aloittaa vanteen hitsauksen. Tämä on yksinkertaisin kaikista toiminnoista. Sytytämme kaaren tuleen ja alamme siirtää elektrodia erittäin sujuvasti ja varovasti tulevaa saumaa pitkin.
Samanaikaisesti teemme puolikuuta muistuttavia värähteleviä liikkeitä pienellä amplitudilla. Me tavallaan "haravoimme" sulan metallin kaaren keskelle. Näin ollen sinun pitäisi saada tasainen sauma, joka on samanlainen kuin tela. Se sisältää pieniä aaltomaisia metallivirtoja. Kun sauma on jäähtynyt, siihen on koputettava kalkki.