- Työvaiheet
- PE-putkiliitostyypit
- Erikoisuudet
- Valvomme hitsin laatua
- Hitsausparametrit ja toimintojen järjestys
- Lisää aiheesta verkkosivuillamme:
- Hitsausohje
- Perussäännöt
- Sähköfuusioliitäntä
- Puskuhitsaus
- Kellotekniikka
- Diffuusiomenetelmä PE-putkien juottamiseen
- Kuinka taivuttaa tai suoristaa tuotetta
- Yleiskatsaus putken taivutusmenetelmiin
- Tehokkaat menetelmät työkappaleen taivuttamiseen
- Puskuhitsaus
- Sähköfuusion käytön vahvuudet
Työvaiheet
Polyeteenilinjojen tee-se-itse-hitsaus on mahdollista sähköfuusiomenetelmällä.
Ohje voidaan esittää seuraavasti:
- valmistautuminen;
- kiinnitys keskittimellä ja kytkimen asennus;
- hitsauslaitteen liittäminen kytkimeen;
- hitsaus;
- laitteen poistaminen liitännän alta.

Huolimatta siitä, että hitsaus on tarkoitus tehdä kotona, päät on silti leikattava erityisellä työkalulla - putkileikkurilla. Näin saat paremman kohdistuksen yhdistäessäsi. Oksidijäämät on helpompi poistaa risteyksestä käsikaapimella tai tangolla. Poistettavan kerroksen tulee olla noin 200 mm putkien reunasta. Syntyneet lastut on poistettava samalla kaapimella. Liitososat on rasvattava alkoholilla. Tässä vaiheessa voit käyttää erityisiä lautasliinoja.Tarkimman sijoituksen saavuttamiseksi keskittimessä viiva voidaan merkitä kytkimen mittojen mukaan. Näiden arvojen mukaan on helpompi kiinnittää putket ja kytkin.

Koottu rakenne on kiinnitettävä turvallisuusmääräyksiä noudattaen. Hitsauskoneen liittimet on liitettävä kytkimen liittimiin. Laite käynnistyy ja viivakoodi tunnistetaan, joka on kytkimen pinnalla. Useimpien hitsauslaitteiden toimintatapa on automaattinen. Kytkimen lämmitys- ja jäähdytysaika asetetaan juuri silloin, kun salaus tunnistetaan. Hitsausprosessi alkaa koodin lukemisen jälkeen ja päättyy äänimerkillä. Putken jäähdyttämiseksi se on jätettävä yksin seitsemäksi minuutiksi. Vasta sen jälkeen puristimet voidaan irrottaa keskittimestä ja laitteet voidaan vetää ulos juotoskohdan alta.

PE-putkiliitostyypit

Polyeteeniputket voidaan yhdistää yhdeksi linjaksi eri menetelmillä. Lisäksi jokainen niistä sopii tiettyihin olosuhteisiin.
- Joten HDPE-putkien liittämistä liittimillä ja liittimillä (pistorasiahitsaus) käytetään pääasiassa talon putkiston sisäpuolen järjestämiseen.
- Tee-se-itse-putkilinjan asennus päittäishitsauksella. Tätä menetelmää käytetään laajennetun viestintäosan asentamiseen ulkokäyttöön. Tässä tapauksessa putket voidaan asettaa sekä maan pinnalle että kaivantoon, minkä jälkeen ne peitetään maaperällä.
- Sähköfuusiohitsaus. Tämä HDPE-putkien kytkentämenetelmä valmistetaan erityisillä muoviliittimillä, joihin on rakennettu kierreelementtejä, jotka kuumenevat siihen kohdistetun virran seurauksena.
Tarkastellaanpa kutakin menetelmää tarkemmin.
Erikoisuudet
Suurin vaikeus on, että polyeteeniputkien toiminnalliset ja tekniset ominaisuudet ovat monin tavoin samanlaisia kuin polypropeeniputkien laatuominaisuudet. Ne eivät myöskään ole alttiina korroosiolle. Putkien sisäpintaa ei ole pinnoitettu. Putkilla on korkea kemiallinen kestävyys. Materiaali on ympäristöystävällinen, sillä on pitkä käyttöikä.

Eroista ammattilaiset huomaavat alhaisen lämmönkestävyyden. Siksi HDPE-putkia käytetään vain kylmän veden syöttö- ja ilmanvaihtojärjestelmiin. Joskus niitä käytetään kaasuputkien asennukseen. Polyeteeniputkien käyttö on mahdollista kuljetettaessa yli 40-50 asteen lämpötilassa. Poikkeuksena on silloitettu polyeteeni, joka saa toimia jopa +95 asteen lämpötiloissa. Polyeteeniputkilla on erinomainen pakkaskestävyys, minkä ansiosta niitä voidaan käyttää jopa -70 asteen lämpötiloissa.

HDPE:tä on kaupallisesti saatavilla halkaisijaltaan 20-1200 mm. Vaihtoehtojen moninaisuuden vuoksi niitä käytetään laajasti eri aloilla. Vesiputkien lisäksi ostetaan suurihalkaisijaisia linjoja viemäriin, sekä sisä- että ulkokäyttöön.







HDPE-putkien tekniset ominaisuudet määräytyvät pohjan - matalapainepolyeteenin - ominaisuuksien perusteella. Se on kevyt, mikä helpottaa putkilinjan asennusta, kestää kymmenien ilmakehän painetta. Materiaalin negatiivisista ominaisuuksista on syytä huomata rajoitettu mahdollisuus käyttää sitä alle nollan lämpötiloissa (HDPE muuttuu lasimaiseksi), ja korkeissa lämpötiloissa (yli 40 astetta) HDPE menettää jäykkyytensä. Kuumennettaessa 70 asteeseen polyeteenipohja kasvaa, mutta ei paljon.
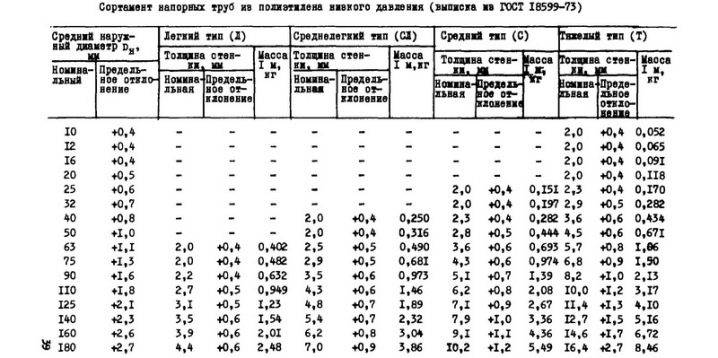
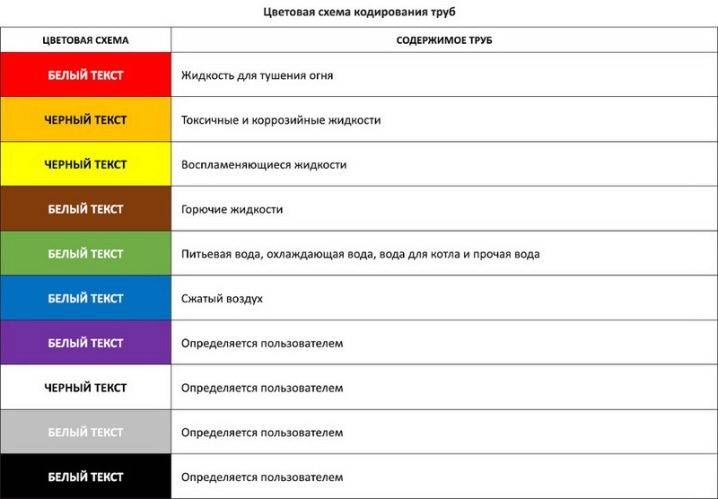
HDPE-valikoimaa säätelee GOST, joka julkaistiin vuonna 2001.Kaikki valtateiden pinnoille tehdyt merkinnät ovat standardien mukaisia. Merkintä tekee oikeiden vaihtoehtojen valitsemisesta erittäin helppoa. Ensimmäiset kirjaimet sisältävät toimittajan nimen, sitten PE-lajitelman, esimerkiksi 1000 mm. Taulukossa on myös merkintä linjojen paksuudesta, mahdollinen käyttö- ja maksimipaine, valmistuspäivämäärä ja eränumero.
Merkintöjen teknologinen kartta sisältää myös värimerkinnät raitojen muodossa. Jos pistorasia on maalattu keltaiseksi, putkia voidaan käyttää kaasuputkiin, jos raita on sininen, putkista voidaan laskea vain vesi. Putkiliitoskaavio on laadittu ottaen huomioon kaupallisesti saatavilla olevat standardisegmentit - 5 - 25 metriä. Päävesiputket valmistetaan yleensä tilauksesta, niiden pituus on enintään 0,5 kilometriä ja siksi niissä on vähimmäismäärä liitoksia.
Valvomme hitsin laatua
Asennettaessa hitsausliitoksia millä tahansa edellä kuvatuista menetelmistä, on erittäin tärkeää arvioida oikein, kuinka laadukas hitsaus on. Se riippuu siitä, voidaanko tätä putkilinjan osaa käyttää vai pitääkö kaikki tehdä uudelleen.

Osa kahdella tavallisella hitsillä
Arviointikriteereitä ei itse asiassa ole niin paljon, ja niiden muistaminen on melko yksinkertaista:
- Tärkein laatumerkki on yhtenäisen polyeteenitelan läsnäolo putken koko kehän ympärillä. Jos tela on kaareva tai jos rullan sijasta on painauma, liitosta ei voida käyttää;
- Seuraava tärkeä tekijä on johdonmukaisuus. Liitettyjen osien pieni siirtymä on sallittu, mutta se ei saa ylittää 10 % putken seinämän paksuudesta;

Kuva viallisesta alueesta kohdistusvirheen varalta
- Myös sulan polyeteenitelan korkeus on rajoitettu. Putkille, joiden seinämä on 5 - 10 mm, tämä arvo on 2,5 - 3 mm, putkille, joiden seinämä on enintään 20 mm - 5 mm.
Tietenkin, jos asennat matalapaineputkea tai ei-paineista viestintää, pieni poikkeama voidaan jättää huomiotta, mutta sinun ei silti pidä tehdä tätä. On paljon helpompaa tehdä uusi hitsausliitos kuin myöhemmin korjata olemassa oleva putki.







Hitsausparametrit ja toimintojen järjestys
Päippihitsausvaihtoehtoja ovat:
- Paineen aste päissä.
- Lämpötila, jossa materiaali sulaa. Riippuu merkistä.
- Voima, jolla päät painetaan lämmityselementtiä vasten.
- Prosessin kesto.

Toimintojen järjestys:
- Ensimmäinen vaihe polyeteeniputkien hitsauksessa on puhdistaa liitettävät putkien päät.
- Putkien kiinnitys laitteen keskittimeen, jossa polyeteeni hitsataan. Putkien päiden käsittely leikkurilla akselin kohtisuoran varmistamiseksi. Samalla tarkastetaan valmiit työkappaleet, jotta niissä ei ole aukkoja.
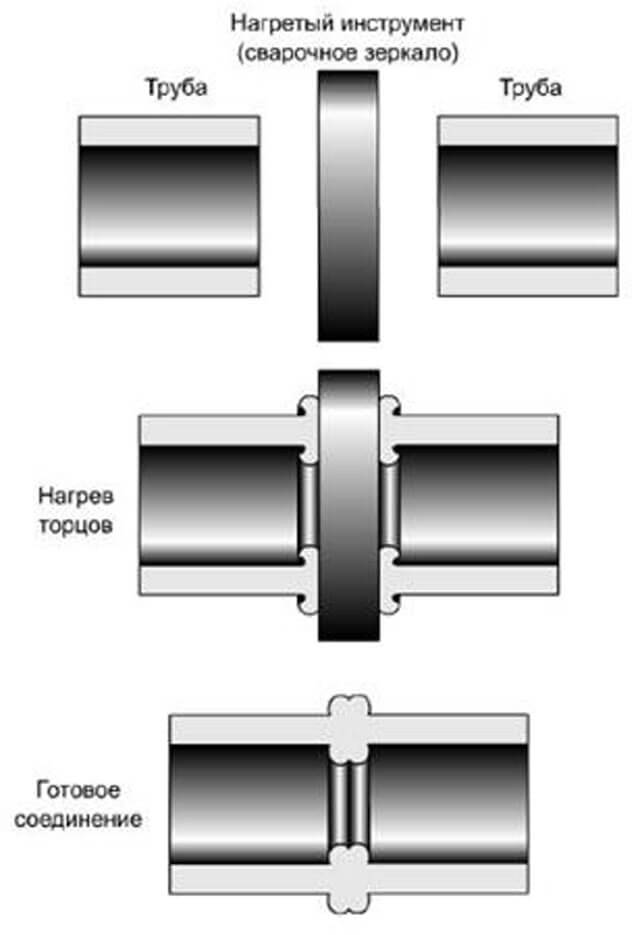
- Putkien päiden lämmitys hitsauspeilillä sulamispisteeseen, joka on noin 220 °C.
- Purista putkien päitä tarvittavalla voimalla.
- Valmiin putken irrotus laitteesta.
Jotta voisimme ymmärtää, kuinka muoviputket hitsataan, verkkosivustomme video antaa yksityiskohtaisempia tietoja. Siten voit tehdä työn itse, jos sinulla on tarvittavat laitteet.
Lisää aiheesta verkkosivuillamme:
- Polypropeeniputkien hitsaus - prosessivideo Alhaisten kustannustensa ja liittämisen helppouden vuoksi muoviputket ovat johtavassa asemassa lämpö- ja vesijohtojärjestelmien asennuksessa. Metallirakenteisiin verrattuna polypropeeniputket ...
- Hitsauspuikkojen tyypit - hitsaus elektrodeilla videolla Hitsauselektrodi on eripituinen metallitanko, jota käytetään hitsattaessa osia monista eri materiaaleista. Niiden päätarkoitus on toimittaa sähkövirtaa ...
- Hitsaus aloittelijoille - videotunnit Sanalla hitsaus on yleisesti hyväksyttyä ymmärtää tekninen prosessi, jossa osien välille muodostuu kuumentamisen seurauksena molekyylien ja atomien välisiä sidoksia. Siten suorat materiaalit yhdistetään. Enimmäkseen…
- Hitsausvideot - katso hitsaustunnit invertterillä aloitteleville hitsaajille Aloittelijoiden kannattaa katsoa hitsausvideot välttääkseen yleiset virheet ja tehdäkseen työstään laadukasta ja turvallista. Sinun tulee aina muistaa, että…
Jaa ystävillesi sosiaalisessa mediassa linkki tähän materiaaliin (napsauta kuvakkeita):
Hitsausohje
Jos valitsit polyeteeniputket, toimit viisaasti, mutta nyt ne on silti asennettava oikein. Opitaan
Perussäännöt
Riippumatta siitä, minkä tekniikan valitset - polyeteeniputkien sähköfuusio tai puskuhitsaus, sinun on noudatettava tällaisia tärkeitä periaatteita:
- Yhdistettävien elementtien tulee olla yhteensopivia (sekä koostumukseltaan että fysikaalisilla parametreilla).
- Polyeteeniputkien puskuhitsaus voidaan suorittaa vain, jos osilla on sama halkaisija ja sama seinämän paksuus.
- Reunat on puhdistettava perusteellisesti ja rasvattava.
- Rakenteiden päät, jotka eivät ole mukana kytkentäprosessissa, on suljettava tulpilla, jotta vältetään altistuminen kylmälle ilmalle, joka vaikuttaa negatiivisesti prosessiin.
- Työn aikana on tarpeen minimoida ulkoisen ympäristön vaikutukset, nimittäin:
- kuumuudessa älä päästä auringonvaloa liitäntäalueelle;
- tuulisella säällä luo este tuulenpuuskille;
- kylmällä säällä on suositeltavaa lämmittää huone työskentelyä varten.
- Rakenteen hitsauksen ja jäähdytyksen aikana vältetään mekaaniset vaikutukset järjestelmään.
Ja nyt tarkastellaan yksityiskohtaisesti, mikä polyeteeniputkien hitsaustekniikka on puskuhitsaus ja sähköfuusiomenetelmän käyttö.
 Kuvafragmentti sähköfuusiotekniikasta: kytketyt lämmittimet
Kuvafragmentti sähköfuusiotekniikasta: kytketyt lämmittimet
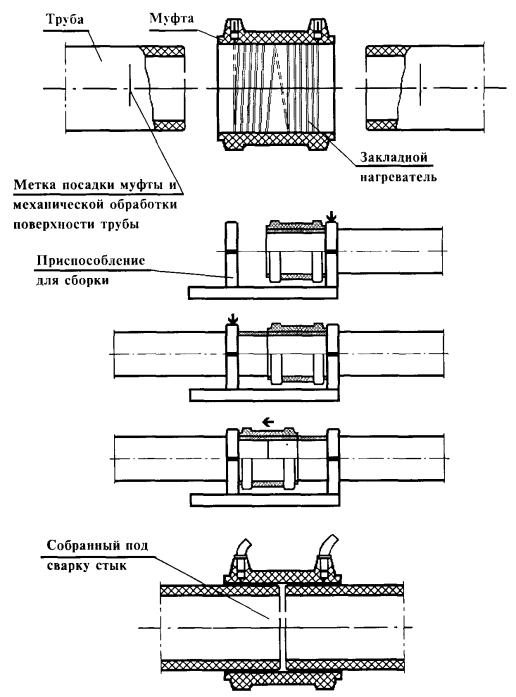
Sähköfuusioliitäntä
Tämän tyyppistä hitsausta, jota kutsutaan myös termistorihitsaukseksi, käytetään eri seinäpaksuuksien ja -halkaisijoiden elementtien kiinnittämiseen sekä paineettomien putkistojen - viemäröintilaitteistojen, painovoimaviemärien jne.
Yhdistääksesi tällä tekniikalla tarvitset erityisiä sähköfuusioliittimiä. Muista nyt työjärjestys.
- Suunnittele järjestelmä.
- Laske tarvittava määrä putkia ja muita osia.
- Tehdä ostos.
- Leikkaa rakenne suunnitelman ehdottaman pituisiksi paloiksi. Varmista, että leikkaus on suora, vältä sulan materiaalin virtaamista järjestelmään.
- Valmistele ja puhdista osat, mukaan lukien kytkimet. Ei ole tarpeetonta poistaa elementtien pintaa alkoholilla levittämällä se rievulle.
- Jos elementtien pinta on hapettunut, poista ylimäärä erityisellä kaapimella.
- Kiinnitä elementit asennoittimeen pitäen mielessä kohdistus.
- Kääri liitos teipillä estääksesi pölyn pääsyn sisään.
- Sulje rakenteiden avoimet päät tulpilla.
- Kytke jännite kytkimen napoihin.
- Odota, kunnes elementit, jotka ovat lämmenneet, pysyvät yhdessä.
Polyeteeniputkien termistorihitsaus tulee suorittaa vain, jos liitetyt elementit ovat liikkumattomia. Rakenteen on oltava samassa asennossa, kunnes sauma on täysin jäähtynyt.
 Tältä liitoskokoonpano näyttää
Tältä liitoskokoonpano näyttää
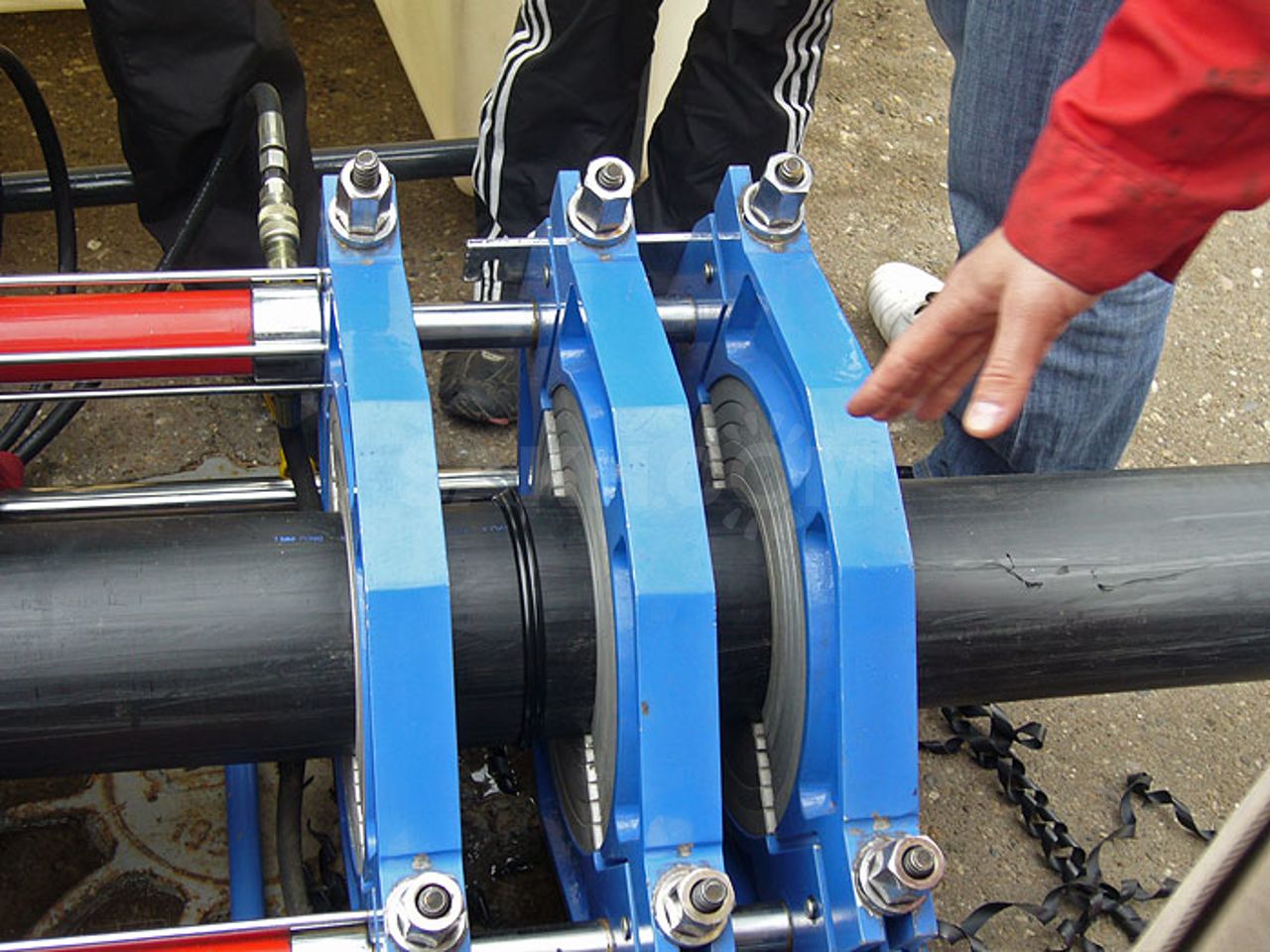
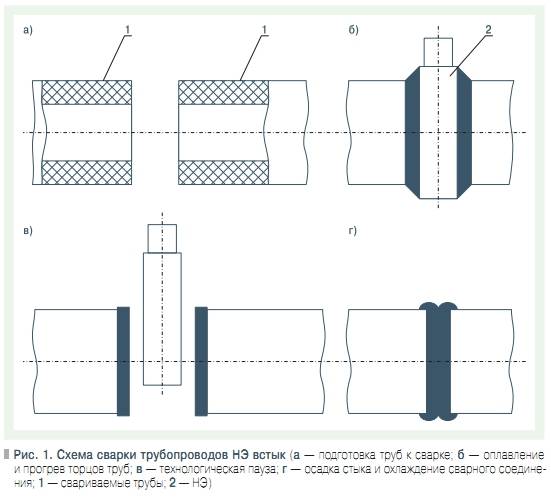
Puskuhitsaus
Polyeteeniputkien puskuhitsauksen tekniikka ja parametrit ovat mielenkiintoisempia, koska elementit yhdistetään molekyylitasolla muodostaen vahvemman sauman. Tätä menetelmää käytetään elementtien, joiden halkaisija on 50 mm ja seinämän paksuus 5 mm, kiinnittämiseen.
Tällä menetelmällä tuotteiden reunat lämmitetään erityisellä lämmityslaitteella, sulatetaan ja liitetään tässä tilassa muodostaen yhtenäisen kokonaisuuden ja täydellisen sauman.
Tämän tyyppisen hitsauksen menetelmä kohtaan nro 7 asti on identtinen edellisen liitäntävaihtoehdon kanssa (paitsi että liittimiä ei tarvita työhön).
Taulukko hitsattavien elementtien lämmitys- ja jäähtymisajan määrittämiseksi
Ja sitten se eroaa ja menee tämän "skenaarion" mukaan:
- aseta elementtien päät laitteeseen niin, että lämmityslevy on niiden välissä;
- paina reunat levyä vasten ja älä muuta puristuspainetta ennen sulamisprosessia;
- lämmitä elementtejä noudattaen normeja (alla oleva taulukko polyeteeniputkien hitsauksesta auttaa sinua tässä);
- poista levy ja kiinnitä päät kohdistamalla niihin tasainen paine;
- Pidä kiinni solmusta ja odota, että polyeteeni jäähtyy.
Kellotekniikka
HDPE-putkien juottaminen voidaan tehdä useilla tavoilla. Näissä prosesseissa ei ole mitään erityisen monimutkaista, mutta hitsaajan on päätettävä, mikä menetelmä sopii hänelle parhaiten.





Siellä on pistorasialiitäntätekniikka. Sitä kutsutaan joskus myös "kytkemiseksi". Sen ydin on elementtien yhdistäminen erityisten laitteiden - liitosten - avulla. Niiden lisäksi tarvitset työhön tarvittavat laitteet, nimittäin hitsauskoneen. Voit valita manuaalisen mallin pienille tuotteille (enintään 50 mm) tai mekaanisen suurihalkaisijaisille polyeteeniputkille (alkaen 40 mm).
Sinun tulee myös muistaa valmistella sovittimet tai hitsaussuuttimet työhön ja erilaisia työkaluja tuotteiden leikkaamiseen.
Tällaista hitsausta suoritettaessa on tarpeen yhdistää putken ulkoosa liittimen sisäpuolelle. Molempia pintoja lämmitetään hitsaussuuttimella: putki lämmitetään holkilla ja liitin lämmitetään karalla.
Polyeteeniputkien hitsauslaite on melko kallis
Varsinainen pistorasian hitsausprosessi näyttää tältä:
- Hitsauskone lämmitetään vaadittuun lämpötilaan;
- Liitintä venytetään niin paljon kuin mahdollista karalle, ja samalla putken pää asetetaan holkille, kunnes se pysähtyy (kaikki tämä on tehtävä hyvin nopeasti);
- Osien koon eron vuoksi ilmestyy ylimääräinen kerros, joka kuumennettaessa sulaa ja ryömii ulos pienen telan muodossa, jota kutsutaan purseeksi;
- Pallo pienentää putkien halkaisijaa ja mahdollistaa siten niiden pääsyn hitsaussuuttimeen ja kohdistamisen tuurnan kanssa, jossa on liitos;
- Kaikkien osien on siirryttävä lämmityssuuttimeen, kunnes ne pysähtyvät, ja tämän hetken saavuttaessa niihin kohdistuva paine on lopetettava;
- Lisäksi kaikkia fragmentteja pidetään tässä asennossa vaaditun ajan;
- Ajan päätyttyä liitin poistetaan, putki poistetaan suuttimesta ja nämä osat yhdistetään niin paljon kuin mahdollista;
- Juotetun palan jäähtymisen jälkeen liittimen toiseen päähän on hitsattava toinen tuote.
Diffuusiomenetelmä PE-putkien juottamiseen
Toistaiseksi polyeteenillä ei ole vielä sellaista arvovaltaa kuin metalli tai metalli-muovi, mutta itse asiassa sen lujuus- ja suorituskykyominaisuudet eivät ole huonommat. Tuotantovaiheen nykyaikaiset tekniikat mahdollistavat korkealaatuisten ja luotettavien PE-putkien valmistamisen. Mielenkiintoisin tapa hitsata niitä on diffuusio, joka ei vaadi erikoislaitteiden käyttöä. Jopa aloittelija pystyy suorittamaan hitsaustyöt tällä tavalla.

Korkea- ja matalapainepolyeteeni (LDPE ja HDPE) ovat yksi suosituimmista polymeerisistä kestomuoveista, joilla on eniten kysyntää monenlaisten vesihuolto-, sanitaatiojärjestelmien jne. järjestämisessä. Polymeerimateriaalin erottuva piirre on, että kuumennettaessa se pehmenee, koska molekyylien ketjun välinen yhteys menetetään. Jäätyessään se saa takaisin entisen voimansa, ikään kuin muutosta ei olisi koskaan tapahtunutkaan. Tämä ominaisuus tekee polyeteenistä ihanteellisen materiaalin sen hitsaukseen. Näiden kahden tuotteen pehmenemisen aikana ne voidaan yhdistää, mikä jähmettymisen jälkeen johtaa kestävimpään sidokseen. Kahden kappaleen väliin muodostuu vahva hitsi.

PE-putket hitsataan suhteellisen alhaisessa lämpötilassa 270 celsiusastetta, mikä yksinkertaistaa tehtävää huomattavasti varusteiden valinnan mukaan ja myöhemmässä käytössä.Käyttöaika on erittäin lyhyt (muutama sekunti jokaisessa vaiheessa) ja sitä voidaan säätää vain muuttamalla putkistojen paksuutta.
Kuinka taivuttaa tai suoristaa tuotetta
Polyeteeniputkia on myynnissä suorina 12 metrin pituisina tai isoille keloille kierrettyinä kiinteinä tuotteina. Kierretyssä tilassa tuotteet ovat renkaiden muotoisia ja ne ovat epämuodostuneet. Ennen muotoaan muuttavan HDPE-putken oikaisemista tai taivuttamista se on lämmitettävä.

Putkilinjaa koottaessa on usein tarpeen suoristaa kierretty tai päinvastoin taivuttaa epämuodostunut polyeteeniputki
Matalatiheyspolyeteeni on kuuluisa hyvästä elastisuudestaan. Mutta se menettää tämän ominaisuuden lämmityslämpötilassa yli + 80 ° C. Tätä hetkeä käytetään tarvittaessa tuotteen kokoonpanon muuttamiseen.
Mutta on syytä muistaa, että oikaisua tai taivutusta varten lämpötilaa voidaan nostaa vain lyhyeksi ajaksi. Loppujen lopuksi polyeteeniputki kuuluu rakennusmateriaalien luokkaan, joka voi vaurioitua, jos lämpötilajärjestelmää rikotaan.
Yleiskatsaus putken taivutusmenetelmiin
Putki on helpoin suoristaa poistamalla sen varastoinnin ja kuljetuksen aikana syntyneet rypyt, kun tuotetta on hieman kuumennettu. Jos putkilinjan vaihto tai korjaus suoritetaan kesällä, kun auringonsäteet ovat mahdollisimman kuumia, voit käyttää niitä tehtävän suorittamiseen.








HDPE-putken suoristamiseksi sinun on jätettävä se suoraan auringonvaloon muutamaksi tunniksi kiinnittäen segmentin päät tiukasti
UV-säteet eivät huononna polyeteenin toimintaparametreja, mutta samalla ne voivat pehmentää tuotteen seinämiä jonkin aikaa. Sinun tarvitsee vain kiinnittää pehmennetty putki jäykkää tukea tai seinää pitkin tai asettaa se esikaivetuun kaivantoon. Ennen kuin suoristat taivutetun HDPE-putken maahan, sinun on tyhjennettävä alue.
Jos työ on tehtävä talvella, käytä kuumaa vettä tuotteen lämmittämiseen. Mutta tämä menetelmä on tehokas putkille, joiden koko ei ylitä 50 mm. Oikaisun apuvälineinä voit käyttää metallikaiteita ja muurausta. Joka tapauksessa: mitä lyhyempi tuote on, sitä helpompi on työskennellä sen kanssa.
Tehokkaat menetelmät työkappaleen taivuttamiseen
Jos päinvastainen tilanne syntyy, kun HDPE-putki on taivutettava, käytetään samaa lämpökäsittelyä. Lämmittelyyn käytetään seuraavia menetelmiä:
- puhalletaan rakennuksen hiustenkuivaajan kuumalla suunnatulla ilmalla;
- lämmitä tuotteen seinät kaasupolttimella;
- kastele pinta kiehuvalla vedellä.
Taivutusmenettelyn yksinkertaistamiseksi on parempi rakentaa muovauskehys. Runko, jonka koko vastaa taivutetun putken halkaisijaa, voidaan valmistaa tavallisista kuitulevylevyistä. Jotta kehyksen pinta olisi sileä, hio se hiekkapaperilla.
HDPE-putken taivuttamiseksi hiustenkuivaajalla työ suoritetaan seuraavassa järjestyksessä:
- Hoidettava alue lämmitetään rakennushiustenkuivaajalla.
- Pehmennetty työkappale syvennetään muovausrunkoon.
- Taivuta putkea varovasti käyttämättä liiallista voimaa, jotta tuote ei katkea mutkassa.
Kun olet luonut vaaditun taivutuskulman, sinun on jätettävä tuote, kunnes se on täysin jäähtynyt, ja vasta sitten poistettava se kehyksestä.

Polyeteenituotteen pinnan tasaisen kuumenemisen varmistamiseksi putkea on pyöritettävä jatkuvasti akselinsa ympäri korvaamalla erilaiset osat säteiden alla.
Tärkeä kohta: putkea lämmitettäessä on noudatettava "kultaista keskiarvoa". Jos pintaa ei lämmitetä tarpeeksi taivutushetkellä, putki voi rikkoutua. Jos lämmityselementti tuodaan kuumennuksen aikana liian lähelle tuotetta, polymeeri saattaa syttyä.
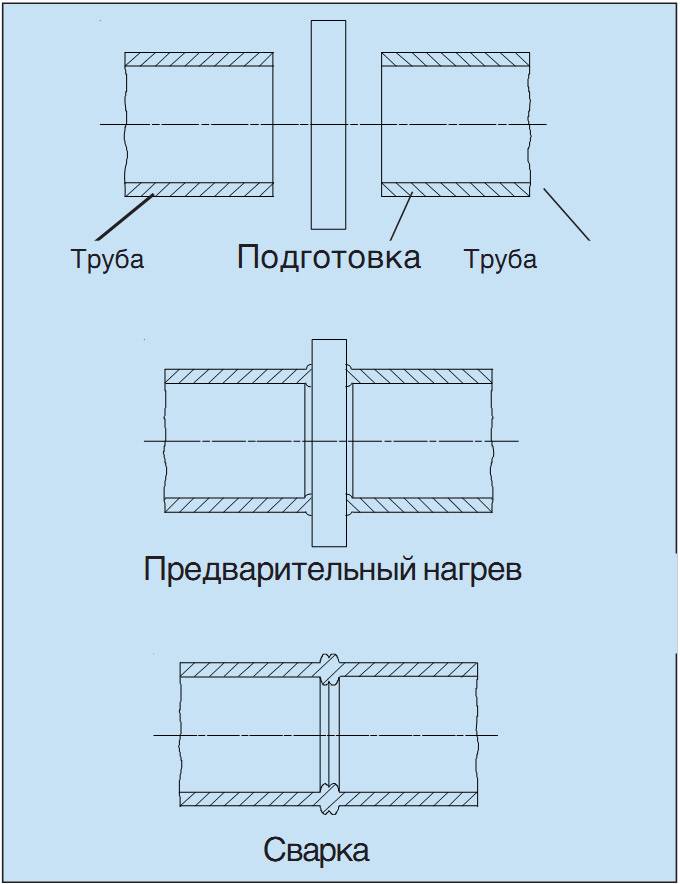
Puskuhitsaus

Voit hitsata HDPE-putkia omilla käsilläsi. Päikkähitsaus suoritetaan erityisillä laitteilla, joissa on mekaaninen tai hydraulinen käyttö. Tällainen hitsauskone mahdollistaa kahden putkielementin yhdistämisen täydelliseen ja tiiviiseen liittämiseen. Suosituimmat laitteet ovat ne, joissa on ohjelmistoohjaus. Tällaisille laitteille on ominaista täydellinen automaatio ja kyky ohjata hitsausprosessia ilman käyttäjän väliintuloa fyysisen rasituksen suhteen.
Ennen kuin teet töitä omin käsin, on valittava HDPE-putket, joilla on yhdenmukaiset tekniset ominaisuudet. Putket kannattaa hitsata jopa samasta erästä. Koska tässä polymeeri liitetään yhteen molekyylitasolla, tämä lähestymistapa tekee hitsaussaumasta ilmatiiviimmän ja luotettavamman.
Päippihitsauksen periaate on lämmittää putken päät erityisellä levyllä. Sulatuksen jälkeen kahden hitsattavan putken päiden välinen PE-levy poistetaan ja elementtejä puristetaan mekaanisesti, kunnes polymeeri on täysin sekoittunut ja juotettu. Sen jälkeen putkien on annettava jäähtyä kokonaan.
PVC-putkien hitsausmenetelmien kuvaus
- Joten putkille, joiden poikkileikkaus on 20 mm, sulamispituus (hitsaussyvyys) on 14,5 mm;
- Elementit 25 mm - 16 mm;
- Putkille, joiden halkaisija on 32 mm - 18 mm;
- Putkille, joiden poikkileikkaus on 40 mm - 20 mm;
- Putket, joiden halkaisija on 50 mm - 23 mm.
Sähköfuusion käytön vahvuudet
Tyypillisesti sähköliittimiä käytetään tapauksissa, joissa ei ole kätevää tai käytännöllistä hitsata polyeteeniputkia päästä päähän. Useimmiten tämä tapahtuu viemärikaivoissa, kapeissa ja epämukavissa kanavissa, asennuskuopissa talon pohjassa ja seinissä. Tarkkaan ottaen sähkökytkimet tulevat apuun tapauksissa, joissa päittäishitsausta ei voida käyttää.








Toinen tämän polyeteeniputkien liitosmenetelmän etu on sen käyttömukavuus onnettomuuden tai putkilinjan vaurioitumisen varalta. Yleensä tällaiset tilanteet vaativat erittäin nopean vianetsinnän. HDPE-putkien hitsaus sähköliittimillä on ominaista huomattavan helppokäyttöisyydelle - tässä tapauksessa erityistietoa ei tarvita.

Laitteen asennuksen helppous varmistetaan erityisillä reikillä. Optimaalisen lämpötilajärjestelmän määrittämiseksi telakointia varten nykyaikaisissa hitsauskoneissa tarjotaan toiminto, joka lukee vaaditut tiedot suoraan viivakoodista, joka on varustettu sähköliittimillä. Kytkentäprosessi toteutetaan yksinkertaisimmilla työkaluilla - putken päiden irrotuslaitteella, sähköliittimellä ja hitsauskoneella.



