- Sovellukset
- Kupariputkien tyypit
- Mitä tarvitaan kupariputkien juottamiseen
- Nro 11. Lämmitysputken halkaisija
- Menetelmät kupariputkien liittämiseen
- Hitsaus
- Kupariputkien liittäminen poistoliittimiin.
- Rullaa
- Puristusliitin
- Puristusliitos
- Kupariputkien juottaminen
- Rajoitukset käytettäessä kupariputkia
- Menetelmät kupariputkien liittämiseksi
- Kuinka yksinkertaistaa lämmityksen asennusta
- Kapillaarijuotto
- Nro 6. Kupariputket lämmitykseen
- Erilaisia kuparituotteita
- Tuotanto
- Tapa 2: Urittaminen (rullaura)
- Pyälletyn uraliitoksen valmistelu ja tekeminen
- Täydellisen uurretun järjestelmän testaus
- Nro 7. Polypropeeniputket lämmitykseen
- Vertaileva hintakatsaus
- Erilaisia
- Tekniset tiedot
Sovellukset
On useita tilanteita, joissa on parempi valita tämä materiaali:
- Nykyinen vaihtoehto lämmitysjärjestelmän asentamiseksi kupariputkista on kytkeä kiinteän polttoaineen kattilaan. Tämä johtuu siitä, että tällaiset järjestelmät altistuvat pitkäaikaiselle korkeille lämpötiloille (yli 100 celsiusastetta).
- Muihin materiaaleihin verrattuna kupari on parempi, jos sillä on monimutkainen muoto.
- Asennus on 100% perusteltua, jos talon omistajalla on tarpeeksi varoja, hän haluaa saada korkeimman kestävyysindikaattorin.
Kun harkitset muita vaihtoehtoja, sinun on kiinnitettävä huomiota muoviin tai ruostumattomaan teräkseen.
Kupariputkien tyypit
Tällaiset tuotteet vaihtelevat kooltaan ja poikkileikkaukseltaan, ja ne ovat seuraavan tyyppisiä:
- Kuparihehkutettu putki. Pehmeyden saamiseksi tällaiset tuotteet lämpökäsitellään. Tämä yksinkertaistaa niiden asennusta.
- Hehkuttamattomat kupariputket. Nämä ovat suoria segmenttejä, joiden pituus on 1–5 metriä.
Putkien poikkileikkaus voi olla klassinen ja suorakaiteen muotoinen. Jälkimmäisiä käytetään johtimien luomiseen staattorikäämeille, jotka jäähdytetään nesteillä. Niiden valmistus on monimutkaista ja kustannukset ovat korkeammat kuin tavanomaisten. Suosituin vesihuoltoon tarkoitettujen kupariputkien halkaisija on 10 - 23 mm, viemärijärjestelmissä - 30 - 45 mm.
Mitä tarvitaan kupariputkien juottamiseen
Kupariputkien juottaminen, jota ei ole vaikea tehdä omin käsin, ei vaadi kalliita laitteita ja erikoismateriaaleja. Jotta voit toteuttaa sen oikein, tarvitset seuraavat laitteet.
Poltin, jonka ansiosta juote ja putkiosa, johon ne liitetään, lämmitetään. Yleensä tällaiseen polttimeen syötetään propaanikaasua, jonka painetta säätelee hitsausalennus.
Erikoistyökalu kupariputkien leikkaamiseen. Koska tästä metallista valmistetut tuotteet ovat erittäin pehmeitä, ne tulee leikata riittävän varovasti, jotta seiniä ei rypisty. Nykyaikaisilla markkinoilla on tarjolla erilaisia putkileikkureita, jotka eroavat toisistaan sekä toiminnallisuudeltaan että teknisiltä ominaisuuksiltaan.
Tällaisten laitteiden yksittäisten mallien suunnittelu, mikä on tärkeää, mahdollistaa niiden käytön jopa vaikeapääsyisissä paikoissa.
Putken laajennin on laite, jonka avulla voit laajentaa kupariputken halkaisijaa, mikä on tarpeen paremman juottamisen varmistamiseksi. Erilaisissa kupariputkista asennetuissa järjestelmissä käytetään saman osan elementtejä, ja niiden yhdistämiseksi laadukkaasti on tarpeen lisätä hieman yhden liitetyn elementin halkaisijaa. Juuri tämän ongelman ratkaisee tällainen laite, kuten putken laajennin.
Juuri tämän ongelman ratkaisee tällainen laite, kuten putken laajennin.
Kupariputken soihdutussarja
Laite kupariputkien päiden viistoon. Leikkauksen jälkeen osien päihin jää purseet, jotka voivat häiritä laadukkaan ja luotettavan liitoksen saamista. Niiden poistamiseksi ja putkien päille vaaditun kokoonpanon saamiseksi käytetään viistettä ennen juottamista. Nykyään markkinoilla on kahta päätyyppiä viistelaitteita: ne on sijoitettu pyöreään runkoon ja valmistettu lyijykynän muodossa. Kätevämpiä käyttää, mutta myös kalliimpia, ovat pyöreät laitteet, jotka voivat käsitellä pehmeitä kupariputkia, joiden halkaisija on enintään 36 mm.
Kupariputkien valmistelemiseksi juottamista varten on tarpeen poistaa kaikki epäpuhtaudet ja oksidit niiden pinnalta. Näihin tarkoituksiin käytetään harjoja ja harjoja, joiden harjakset on valmistettu teräslangasta.
Kupariputkien juottaminen suoritetaan yleensä kovajuotteella, jonka lämpötila voi olla korkea ja matala. Korkean lämpötilan juote on kuparilanka, jonka koostumuksessa on noin 6 % fosforia. Tällainen lanka sulaa 700 asteen lämpötilassa, kun taas matalan lämpötilan tyypille (tinalanka) 350 astetta riittää.
Kupariputkien juotostekniikkaan kuuluu erityisten sulatteiden ja tahnojen käyttö, jotka suorittavat suojaavan toiminnon. Tällaiset juoksutteet eivät vain suojaa muodostunutta saumaa ilmakuplien muodostumiselta siihen, vaan myös parantavat merkittävästi juotteen tarttuvuutta putkimateriaaliin.
Kupariputkien juottamiseen tarvitaan sulatteen, juotteen ja muiden peruselementtien lisäksi lisätyökaluja, joita löytyy joka työpajasta tai autotallista. Kuparituotteiden juottamiseksi tai hitsaamiseksi valmistele lisäksi:
- tavallinen merkki;
- ruletti;
- rakennuksen taso;
- pieni harja jäykillä harjaksilla;
- vasara.
Ennen työn aloittamista on myös tärkeää päättää, kuinka kupariputket juotetaan. Päävaihtoehtoja voi olla kaksi: kuparin juottaminen (harvemmin käytetty) ja pehmeä juotos. Tätä ongelmaa ratkaistaessa on tärkeää edetä siitä tosiasiasta, että yhden tai toisen juotteen käytölle on olemassa vaatimuksia
Joten kovia juotteita käytetään jäähdytysyksiköiden ja ilmastointilaitteiden juottamiseen. Kaikissa muissa tapauksissa (vesijärjestelmät, lämmitysjärjestelmät jne.) voidaan käyttää tinalankaa. Mutta riippumatta siitä, mikä tekniikka valitaan, on muistettava, että vuo on joka tapauksessa tarpeen.










Tätä ongelmaa ratkaistaessa on tärkeää edetä siitä tosiasiasta, että yhden tai toisen juotteen käytölle on asetettu vaatimuksia. Joten kovia juotteita käytetään jäähdytysyksiköiden ja ilmastointilaitteiden juottamiseen.
Kaikissa muissa tapauksissa (vesijärjestelmät, lämmitysjärjestelmät jne.) voidaan käyttää tinalankaa. Mutta riippumatta siitä, mikä tekniikka valitaan, on muistettava, että vuo on joka tapauksessa tarpeen.
Harjat kupariputken sisäpinnan kuorimiseen ennen juottamista
Nro 11.Lämmitysputken halkaisija
Eri materiaaleista valmistetut putket esitetään eri halkaisijaltaan. Sopivimman arvon valitsemiseksi sinun on tutkittava koko lämmitysjärjestelmän kaavio ja pyydettävä asiantuntijoiden apua. Likimääräinen halkaisija voidaan laskea itsenäisesti. Parametrit, kuten huoneen pinta-ala, josta lämpöteho riippuu, ja jäähdytysnesteen nopeus otetaan huomioon.
Monet luulevat virheellisesti, että mitä suurempi putken halkaisija on, sitä suurempi on järjestelmän tehokkuus. Itse asiassa liian suuria putkia valittaessa järjestelmän paine laskee ja lämmitys katoaa kokonaan - lämmin vesi ei pääse kiertämään koko putkistoa ja pattereita. Mitä pienempi halkaisija, sitä suurempi veden virtausnopeus. Ihannetapauksessa nopeuden tulisi olla suurempi kuin 0,2 m/s, mutta alle 1,5 m/s, muuten jäähdytysnesteen kiertoprosessi on liian meluisa.
Halkaisija valitaan laskelman perusteella vaadittava lämpöteho. Huoneissa, joiden kattokorkeus on enintään 3 m, tarvitaan 100 W energiaa jokaista 1 neliömetriä kohden. Esimerkiksi 20 m2:n huoneelle tarvitaan 2000 W lämpötehoa, tässä kannattaa lisätä 20% varauksesta, saamme 2400 W. Tämä lämpöteho saadaan yhdestä tai kahdesta patterista, jos huoneessa on kaksi ikkunaa - kunkin ikkunan alla. Taulukon mukaan nähdään, että tämän tehon peittämiseen tarvitaan sisähalkaisijaltaan 8 mm putket, mutta myös 10 mm sopii. Tietenkin nämä ovat kaikki ehdollisia laskelmia, mutta ne auttavat sinua navigoimaan putkien oston budjetissa.
Lopuksi huomautamme, että on parempi olla säästämättä lämmitysputkissa - tämä säästää sinut lukuisista ongelmista.Sellaisten valmistajien kuten Akwatherm, Rehau, Banninger, Wefatherm, FV-Plast tuotteet ovat osoittautuneet hyvin.
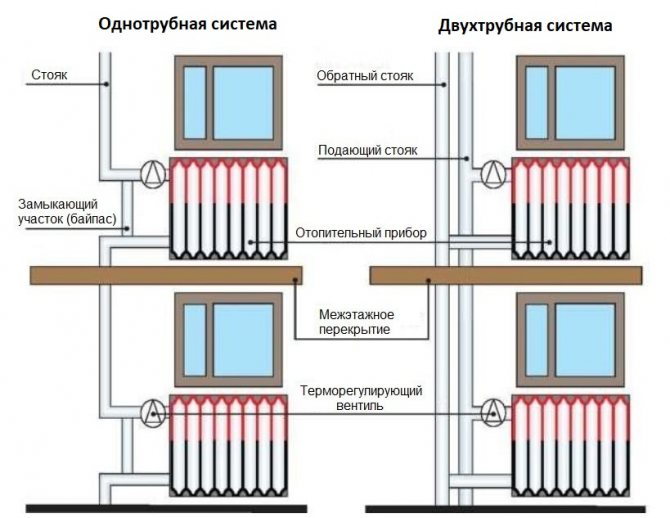
Menetelmät kupariputkien liittämiseen
Hitsaus
Sitä esiintyy melko harvoin. Hitsauspoltin yhdistää suurihalkaisijaiset kupariputket lämmitystä varten (halkaisijaltaan 108 mm alkaen);
Kupariputkien liittäminen poistoliittimiin.
Putken sisään tehdään reikä, nokat asetetaan sisään ja pistorasia vedetään ulos erikoistyökalulla. Melko työläs ja kallis tapa liittää putkia, tarvitset erikoiskoneen ja asentajat eivät kunnioita tätä asennusvaihtoehtoa.
Rullaa
Kupariputkien liitäntätapa on hyvä, mutta sitä ei käytetä lämmitysjärjestelmissä. On erittäin harvinaista löytää leveä osa ja sitten tehdasvalmisteinen.
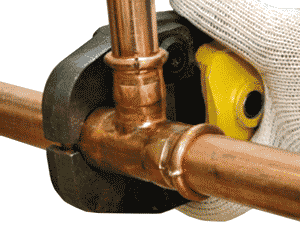
Puristusliitin
Esiintyy melko usein. Se koostuu kolmesta osasta: mutterista, O-renkaasta ja itse kulman muodossa olevasta liittimestä. Kytkentäperiaate: mutteri, tiivisterengas ja itse liitin asetetaan kupariputkeen. Sitten mutteria kierretään ja se puristaa putken liittimeen. Toisaalta samoin tehdään.
Tämän kupariputken liitäntämenetelmän haittana on, että ei ole suositusta, millä voimalla liittimen mutteri kiristetään. Jokainen tekee sen parhaansa mukaan, ja seurauksena voi olla vesivuotoja.
Toinen haittapuoli on liittimen ehdollinen erottamattomuus, tk. tiivisterengas, kun se on puettu putkeen, leikkaa sen sisään ja pysyy ikuisesti. Siksi putken osan korjaamiseksi (liittimen poistamiseksi) tämä putkiosuus on leikattava ja uusi asennettava.
Jos sinulle tarjotaan puristusliitosta, on parempi kieltäytyä ja pyytää jotain muuta.
Puristusliitos
Se on harvinaista, koska.mestari tarvitsee sarjan erikoispihtiä (noin kaksitoista) ja kalliin puristimen asentaakseen sen. Liitäntäperiaate: liitin heitetään putken päälle ja kiinnitetään halutun tyyppisillä pihdeillä. Tuloksena on täysin vahva ei-erottava yhteys.
Ero näiden pehmeiden ja kovien putkiliitosten käsittelyn välillä.
Pehmeän kupariputken sisään on asetettava tukiholkki puristusliittimen asennuksen yhteydessä. Holkin avulla voit tallentaa putken geometrian tukirengasta puristettaessa.










Kupariputkien juottaminen
Menetelmä mahdollistaa korkealaatuisen kupariputken liitännän halvoilla laitteilla. Tämä on yleensä propaanipoltin pienille putkille. Putkille, joiden halkaisija on yli 54 mm, sopii asetyleeni-ilmapoltin.
Juotoksia on kahta tyyppiä - kovaa ja pehmeää (korkea ja matala lämpötila). Kovajuotto suoritetaan korkeammassa lämpötilassa kuin pehmeäjuotto. On olemassa mielipide, että kovajuotto on vahvempaa kuin pehmeäjuotto. Tämä ei ole totta.
Kovajuotto on teknisesti vähemmän kehittynyttä kuin pehmeäjuotto. Jos haluat juottaa kovajuottamalla, sinun on vain asetettava liitin putkeen, lämmitettävä liitos tummanpunaiseksi ja kiinnitettävä sitten juotos.
Pehmeä juotos sisältää:
- Puhdista liitos metallinhohtoon,
- Puhdista liittimen sisäpinta,
- Flux-sovellus,
- liitososat,
- Ylimääräisen nesteen poistaminen
- Itse asiassa juottaminen.
Suurin ero pehmeäjuottamisen ja kovajuotoksen välillä on, että kupariputken ulkonäkö on pehmeäjuottamisen jälkeen siistimpi kuin kovajuottamisen jälkeen.Kovan juottamisen aikana putki kuumenee erittäin, paksuudeltaan mustuu, peittyy hiutaleilla - sitä on mahdotonta puhdistaa, se ei näytä kiiltävältä kupariputkelta, se on musta. Kovan juottamisen jälkeen kattilahuone näyttää rumalta, joten jos sinulle tarjotaan kovajuottamista, on parempi kieltäytyä. Vain pehmeäjuotetta tulee käyttää.
Kupariputken kovajuotto sopii tapauksiin, joissa putkilinjan läpi ei kuljeteta nestettä, vaan kaasua. Esimerkiksi ilmastointijärjestelmissä, mahdollisten kaasujen siirtojärjestelmissä vain kovajuotto on sallittua, koska putkeen ja liittimen sisäpintaan levitettävät juoksutusjäämät joutuvat putkistoon ja ne on pestävä pois.
Pehmeäjuotto soveltuu hydraulijärjestelmiin mm se näyttää esteettisemmältä.
Rajoitukset käytettäessä kupariputkia
Kuparilla on seuraavat toiminnalliset rajoitukset metallin ominaisuuksien vuoksi:
- Pehmeys, joka varmistaa putkien plastisuuden ja niiden asennuksen mukavuuden, asettaa rajan sallituille veden virtausnopeuksille. Vesijärjestelmän pitkän käyttöiän kannalta optimaaliset arvot ovat jopa 2 m/s.
- Kuparin pehmeyden vuoksi veden puhtaudelle asetetaan seuraavat vaatimukset - se ei saa sisältää mekaanisia epäpuhtauksia, mikä saavutetaan asentamalla asianmukaiset suodattimet sisääntuloon. Suspendoituneet hiukkaset voivat aiheuttaa eroosiota (putken seinämän materiaalin huuhtoutumista) mekaanisen vaikutuksen vuoksi.
- Kuparin pinta on peitetty oksidikalvolla, joka esiintyy luonnossa ja on suojakerros. Vedessä oleva kloori muuttaa tämän kalvon todelliseksi patinaksi, joka antaa putkelle entistä paremman suojan.Tämä tapahtuu vain, kun veden kokonaiskovuus on 1,42–3,1 mg/l pH-alueella 6,0–9,0. Muuten patina tuhoutuu, ja tämä johtaa sen jatkuvaan palauttamiseen kuparin kulutuksen vuoksi, mikä voi lyhentää merkittävästi putkilinjan käyttöikää.
- Juomavesihuollossa lyijyjuotteen käyttö putkien liittämiseen ei ole sallittua (lyijy on myrkyllinen aine).
- Kupariputkilinjaa asennettaessa on suoritettava kaikki toimenpiteet, jotta järjestelmän käyttöikää ei vähennetä arvioidusta 50 vuodesta. Putkia taivutettaessa niiden ryppyjä ei sallita, koska tämä rikkoo veden laminaarista virtausta. Putki ei saa olla kiertynyt. Tukostapauksessa editointi suoritetaan enintään 1 kerran.
- Juottamisen jälkeen muodostuneet purseet ja purseet on poistettava, koska ne edistävät vesivirrassa turbulenttien pyörteiden esiintymistä samanaikaisen eroosion kanssa, mikä johtaa kupariputkilinjan käyttöiän lyhenemiseen.
- Ylikuumeneminen juottamisen aikana, erityisesti voimakas, voi johtaa vuotaviin liitoksiin tai kuparin lujuuden menettämiseen, jopa räjähtämiseen.
- Juottamisessa käytetty juoksute on poistettava pesemällä, koska se on syövyttävää ainetta ja voi edistää putken korroosiota.
- On kiellettyä asentaa alumiinista, sinkistä, teräksestä valmistettuja elementtejä kupariputkien jälkeen veden virtauksen suuntaan, jotta estetään jälkimmäisten korroosio. Jos tämä ehto ei täyty, on käytettävä passiivisia anodeja (esimerkiksi magnesiumista).
- Siirtyminen kuparista muista metalleista valmistettuun putkeen on suositeltavaa suorittaa messinki-, pronssi- tai ruostumattomasta teräksestä valmistettujen liitososien kautta, jotta vältetään jälkimmäisten nopea korroosio.
Huolimatta olemassa olevista käyttörajoituksista, kupariputkia pidetään nykyään parhaana materiaalina LVI-järjestelmien järjestämiseen.
Menetelmät kupariputkien liittämiseksi
Käytännössä lämmitykseen käytettävät kupariputket liitetään seuraavilla tavoilla.
Kapillaarijuotto on luotettavin asennustapa. Tätä varten tarvitset taskulampun ja erikoisjuotteen.
 Seuraavaksi luotettavin tapa on liitos puristusliittimillä. Tämä menetelmä vaatii puristuspihtien käyttöä. Huolimatta siitä, että tämä menetelmä on laadultaan jonkin verran huonompi kuin juottaminen, sitä käytetään melko usein, koska se ei käytännössä vaadi erityistä koulutusta. Tämän kytkentämenetelmän käyttö on mahdollista, jos energian kantajan paine ei ylitä 10 ilmakehää.
Seuraavaksi luotettavin tapa on liitos puristusliittimillä. Tämä menetelmä vaatii puristuspihtien käyttöä. Huolimatta siitä, että tämä menetelmä on laadultaan jonkin verran huonompi kuin juottaminen, sitä käytetään melko usein, koska se ei käytännössä vaadi erityistä koulutusta. Tämän kytkentämenetelmän käyttö on mahdollista, jos energian kantajan paine ei ylitä 10 ilmakehää.
Liitäntä puristusliittimillä. Helpoin tapa liittää lämmitysjärjestelmän kupariosat, laitteista tarvitaan vain oikean kokoisia avaimia. Tämä yksinkertaisuus vaikutti jonkin verran liitoksen laatuun, ongelman syy on useimmiten liitosten laadussa, ei itse putkessa.
Kuinka yksinkertaistaa lämmityksen asennusta
Tässä on mitä muuta mielenkiintoista tietää kupariputkien lämmittämisestä - järjestelmän asennusta voidaan yksinkertaistaa huomattavasti ja tehdä luotettavammaksi. Tämä on mahdollista, koska metalliputket ovat kuparia, ne ovat erittäin taipuisia. Lisäksi tällaista putkia ei valmisteta vain mitattujen materiaalien muodossa, se on mahdollista ostaa huomattavan pituisissa lahdissa. Näin voit asentaa järjestelmän käytännössä ilman lineaarisia liitoksia.
Tässä tapauksessa lämmityslinjan vaadittu kokoonpano saavutetaan taivuttamalla putkea, sinun ei tarvitse käyttää kulmaliittimiä. On myös mahdollista asentaa putkia poikittaissuunnassa myöhemmän juottamisen kanssa.
Kupariputken taivuttamiseksi ja sen muodonmuutoksen estämiseksi toimi seuraavasti.
Kuparilämmitysputkien taivuttamiseksi ilman esilämmitystä sinun on käytettävä erityistä laitetta - putken taivutinta. Sen avulla voit saada tietyn taivutuskulman ja samalla estää putken muodonmuutoksen. Jos yrität tehdä sen manuaalisesti, saat vaurioituneen materiaalin, koska melkein kaikissa tapauksissa sisäosa häiriintyy merkittävästi, mikä luo lisävastusta, mikä vähentää energian kuljettajan kiertoa.
Yksinkertaisempi, ja vielä enemmän ei vaadi monimutkaisia laitteita, on lämmitettyjen putkien taivutus. Tätä varten putket lämmitetään polttimella, ne on ensin asetettava erityiseen spiraaliin, mikä estää poikkileikkauksen pienenemisen. Taivutus tehdään tasaisella liikkeellä ilman nykimistä.










Muista, että kulmaa on mahdollista korjata vasta uudelleenlämmityksen jälkeen, mutta tämä ei ole myös toivottavaa, tällainen vaikutus voi vaikuttaa haitallisesti putken ominaisuuksiin.
Kapillaarijuotto
Tämä kupariputkien liitäntämenetelmä perustuu pintajännitysvoimien toimintaan, jonka avulla voit täyttää liitettyjen elementtien liitoksen juotteella.
Laadukkaan yhteyden saamiseksi seuraavien ehtojen on täytyttävä:
- Liitettävät osat yhdistetään hylsymenetelmällä. Tätä varten yhden elementin päätä on laajennettava (laajennettava), muista, että putkien välisen raon liitoksessa tulee olla millimetrin kymmenesosia.Tätä tarkoitusta varten on parempi käyttää erityistä laajennus- tai laippatyökalua (putken asettamiseen).
- Putket puhdistetaan juotteesta riippuen, ne on käsiteltävä juoksuttimella.
- Kun työkappaleet on liitetty, aloita liitoksen tasainen lämmitys. Kun vaadittu lämpötila on saavutettu, tuo juotoslanka liekkiin. Sulamisprosessin aikana nestemäinen juote täyttää koko putkien välisen tilan liitoksessa.
Kapillaarijuottotekniikalla on tietysti omat vivahteensa, joiden huomioiminen yhden artikkelin määrässä on mahdotonta. Mutta tämäntyyppinen liitäntä on eniten käytetty, koska kupariputkilla lämmityksen on oltava kaunis, jotta se vastaa sen kustannuksia.
Nro 6. Kupariputket lämmitykseen
Jatketaan metallisten lämmitysputkien tutkimusta. Kupariputkia alettiin käyttää jo 1600-luvulla, ja niitä käytetään edelleen aktiivisesti halvempien vaihtoehtojen ilmestymisestä huolimatta.
Edut:
- kestävyys verrattuna rakennusten käyttöikään. Kupariputket ja -liittimet eivät menetä ominaisuuksiaan 100 vuoden ajan tai kauemmin;
- korroosionkestävyys, korkea tiiviys, kyvyttömyys siirtää ilmaa ja kerääntyä kerrostumia sisäpinnalle, joten vuosien mittaan putkien läpimenokyky ei vähene;
- korkea lämmönjohtavuus;
- kestää äärimmäisiä lämpötiloja (käyttölämpötila-alue -200 - +500 С) ja painepiikkejä järjestelmässä;
- esteettinen ulkonäkö.
Suurin haittapuoli on korkea hinta. Itse materiaali ei ole vain kallista, vaan myös tärkeimmät valmistajat ovat keskittyneet maan ulkopuolelle.
Jos otamme huomioon materiaalin kestävyyden ja ongelmien puuttumisen seuraavan 100 vuoden aikana, kustannukset eivät näytä niin merkittävältä haitalta.Jos lämmitysputkien valinta ei ole budjetissa, kupariputket ovat paras vaihtoehto.
Asennusprosessi on erityinen, joten on parempi pyytää apua ammattilaisilta.
Jotta lämmitysjärjestelmä toimisi useita vuosia, on parempi olla yhdistämättä kupariputkia seostamattomiin teräsputkiin. Jälkimmäinen ruostuu hyvin nopeasti. Jos tällaista yhdistelmää ei voida välttää, olkoon teräsputket kupariputkien edessä veden liikkeen suunnassa.

Erilaisia kuparituotteita

Kupariputket luokitellaan eri kriteerien mukaan. Yksi tärkeimmistä on tapa, jolla ne on valmistettu. Tämän kriteerin mukaan tuotteet jaetaan seuraaviin tyyppeihin:
- Hehkuttamattomat kupariputket. Ne on valmistettu puhtaasta metallista valssaamalla tai leimaamalla. Putket ovat lujia ja kestävät helposti 450 MPa:n painetta. Tämän menetelmän käyttämisessä on joitain haittoja. Tuloksena on materiaali, jonka plastisuus on heikentynyt, mikä rajoittaa jonkin verran sen laajuutta.
- Hehkutettu. Putkien käsittely suoritetaan erityisellä tekniikalla. Sen ydin on materiaalin lämmittäminen 700 asteeseen, jota seuraa jäähdytys. Jäähdytys tapahtuu asteittain. Tällaisen käsittelyn seurauksena kuparituotteet menettävät vahvuutensa. Sen sijaan sen plastisuus kasvaa. Tämän ominaisuuden ansiosta kupariputkea käytetään laajalti monimutkaisen kokoonpanon omaavan putkilinjan rakentamiseen.
Standardien mukaan kupariputkia valmistetaan kolmea tyyppiä, joilla on tunnusomaisia eroja mekaanisissa ja toiminnallisissa ominaisuuksissa. Joten, kovuusasteen mukaan, kuparituotteet jaetaan seuraaviin tyyppeihin:
- Kiinteä.Tuotteita käytetään laajalti putkistoon, jonka lujuuden on oltava korkea. Putken jakaminen asennusprosessin aikana tapahtuu vain esilämmittämällä. Putkilinjassa voi olla useita kierroksia. Putken taivuttamiseksi valitussa kulmassa on käytettävä putken taivutinta.
- Puolikiinteä. Tämän tyyppiset kupariputket kestävät helposti laajenemisen, jos halkaisijaa kasvatetaan 15%. Tuotteella on parempi plastisuus kuin edellisellä materiaalilla. Mutta siitä huolimatta tarvitset putken taivuttimen taivutukseen.
- Pehmeät putket. Kestää jakautumisen neljänneksen halkaisijan kasvaessa. Tässä tapauksessa ei ole aukkoja ja halkeamia. Tuote on helppo taivuttaa. Tätä varten materiaalia ei tarvitse lämmittää. Pehmeitä kupariputkia käytetään laajalti lämmitys- ja vesihuoltojärjestelmissä. Niitä käytetään laajalti myös lattialämmityksen asennuksessa.
Myös kupariputket luokitellaan osan muodon mukaan. Ne ovat pyöreitä tai suorakaiteen muotoisia. Jälkimmäinen vaihtoehto on paljon kalliimpi. Suorakaiteen muotoisia putkia käytetään erikoisjohtimien valmistukseen sähkölaitteissa. Myös kupariputkilla voi olla eri seinäpaksuudet (0,6 - 3 mm) ja halkaisijat (12 - 267 mm). Eri alueilla käytetään tuotteita, joilla on tietyt parametrit. Niin, Putkia käytetään kaasuputken rakentamiseen, jonka seinämän paksuus on 1 mm ja putkistoissa - 2 mm.
Tuotanto
Vesi- ja lämmitysputkien rakentamiseen käytetään saumattomia kuparituotteita. Ne valmistetaan kolmella tekniikalla:
- kylmävalssaus - metallityökappaleen muodonmuutos tapahtuu kulkiessaan pyörivien telojen välillä. Läpireikä luodaan laiteohjelmistomenetelmällä.Sitten holkki kalibroidaan haluttuihin mittoihin;
- kylmäveto - perustuu työkappaleen vetämiseen piirustustyökalun (piirustustyökalun) läpi, jossa on erityinen pituudeltaan kapeneva kanava. Piirustusprosessissa metalli puristetaan vaadittuihin geometrisiin parametreihin ja venytetään pituutta pitkin;
- kuumapuristus - putken saaminen suulakepuristamalla (ekstruusio) matriisin ulostulon läpi.
Teollisessa tuotannossa voidaan käyttää yhtä näistä teknologioista tai niiden yhdistelmää. Laitteiden koostumuksessa ja teknologisissa toiminnoissa voi olla joitain eroja, mutta päävalmistusprosessi koostuu aina seuraavista vaiheista:
- työkappaleen valmistelu;
- kylmävalssaus tai -veto tai kuumapuristus;
- lämpökäsittely;
- putkien ja työkalujen voitelu;
- valmiiden ja välituotteiden käsittely;
- leikkaaminen mitattuihin osiin tai käämitys keloiksi;
- valmiiden tuotteiden laadunvalvonta.
Tapa 2: Urittaminen (rullaura)
Päätyurien (pyällettyjen urien) liittämisellä luotuja putkia on harjoitettu jo pitkään sprinkleri (kastelu) palojärjestelmien rakentamisessa. Vuodesta 1925 lähtien tätä täysin luotettavaa putkien liitäntätapaa on käytetty teräs- ja rautaputkissa lämmitys-, ilmanvaihto-, ilmastointi- ja muissa järjestelmissä.










Samanlainen uurrettu mekaaninen liitäntämenetelmä on saatavana myös kupariputkille, joiden halkaisija on 50–200 mm. Pyällytetty mekaaninen liitäntäsarja sisältää:
- kytkimet,
- tiivisteet,
- erilaisia varusteita.
Mekaaninen uritusjärjestelmä tarjoaa käytännöllisen vaihtoehdon halkaisijaltaan suurempien kupariputkien juottamiseen. Näin ollen pyälletysmenetelmä ei vaadi lisälämmitystä (avoliekin käyttö), kuten juottamisen tapauksessa. kovaa tai pehmeää juotetta.
Kupariputken päässä oleva pyälletty ura on yksi "pyälletyn uran" liitosmenetelmän pääelementeistä. Rullauksen jälkeinen mittaus määrittää sopivan kiinnityksen
Uraliitos perustuu kuparin sitkeysominaisuuksiin ja tämän metallin lisääntyneeseen lujuuteen kylmätyöstön aikana. Suunnitteluun kuuluu kiinnitysjärjestelmän tiivistäminen, johon käytetään synteettistä elastomeeritiivistettä (EPDM - Ethylene Propylene Diene Methylene) ja erityisesti suunniteltua puristinta. Useat valmistajat ympäri maailmaa tarjoavat työkaluja uraliitosten luomiseen - tiivisteet, puristimet, liittimet.
pyälletyllä uramenetelmällä tehtyjen liitosten suunnittelussa käytetään erikokoisia liitoksia ja työpuristimia tiivisteillä
Pyälletyn uraliitoksen valmistelu ja tekeminen
Kuten muissakin juottamattoman kuparin liitosprosesseissa, oikea putken pään valmistelu on ensisijaisen tärkeää lujan, tiiviin hitsin luomisessa. Päivystystyökalun oikea valinta jokaiselle kupariputkityypille on myös ilmeinen. Valmistajan suosituksia on noudatettava tämän tyyppisten liitäntöjen turvallisen ja häiriöttömän valmistelun varmistamiseksi.
Taulukko sallituista paineista ja lämpötiloista tälle liitännälle
| Liitäntätyyppi | Painealue, kPa | Lämpötila-alue, ºC |
| Ura, D = 50,8 - 203,2 mm, tyyppi K, L | 0 — 2065 | miinus 35 / plus 120 K miinus 30 / plus 80 L |
| Rullaura, D = 50,8 - 101,2 mm, D = 50,8 - 203,2 mm, tyyppi M | 0 — 1725 | miinus 35 / plus 120 |
| 0 — 1375 | miinus 30 / plus 80 |
Vaiheittainen prosessi solmun kokoamiseksi pyälletyillä urilla:
- Leikkaa kupariputkien päät täsmälleen kohtisuorassa akseliin nähden.
- Poista jäysteet leikkaamisen ja viisteen jälkeen.
- Rullaa urat haluttuihin mittoihin liittimen valmistajan edellyttämällä tavalla.
- Tarkasta liittimet, tiivisteet, puristimet vaurioiden varalta.
- Voitele tiivisteet valmistajan suositusten mukaisesti.
Ennen lopullista kokoamista tarkista kiristyspinnat puhtauden ja roskien varalta. Kokoa seos valmistajan suositusten mukaisesti.
Käytännössä koottu solmun fragmentti "pyöritysura"-menetelmällä. Kiinnityskannattimen elastiset tiivisteet käsitellään pienellä määrällä voiteluainetta ennen kupariputkien lopullista kiinnitystä.
Kiristysmutterit tulee lopulta kiristää vaadittuun momenttiin valmistajan suositusten mukaisesti. Kun ruuveja on kiristetty, kiristysalue on tarkastettava uudelleen sen varmistamiseksi, että kokoonpano on koottu oikein.
Täydellisen uurretun järjestelmän testaus
Koko putkistojärjestelmän testaus voidaan suorittaa kohdistamalla järjestelmään ilman tai veden painetta. Hydropneumaattinen menetelmä ei myöskään ole poissuljettu, kun käytetään suhteellisen suurta koepainetta.
On kuitenkin otettava huomioon, että koepaineen arvo ei saa ylittää pyälletyn urajärjestelmän valmistajan ilmoittamaa suurinta sallittua käyttöpainetta.
Nro 7. Polypropeeniputket lämmitykseen
Polypropeeniputket valmistetaan polymeereista, tällaisia putkia on useita, mutta lämmitysjärjestelmässä käytetään yleensä erikoispropeenista valmistettuja PPs-putkia. Kestomuoviryhmän materiaalit, jotka sisältävät kaikentyyppisiä polypropeeniputkia, ovat epävakaita korkeille lämpötiloille, joten lämmitysjärjestelmissä on otettava vain vahvistetut putket, mieluiten lasikuidulla. Joten esimerkiksi PN25-tyypin putket vahvistetaan, kestävät järjestelmän painetta jopa 25 atm ja lämpötilaa +95C ja lyhytaikaista nousua +120C.

Edut:
- suhteellisen pitkä käyttöikä. Valmistajien mukaan kestävyys on 50 vuotta;
- korroosionkestävyys. Putkien sisäpinta pysyy tasaisena koko käyttöiän ajan ilman, että se heikentää läpimenoa. Tiiviyden vuoksi happi ei pääse järjestelmään eikä vahingoita sen metallielementtejä;
- korkea mekaaninen lujuus;
- kevyt paino;
- kestävyys matalille lämpötiloille. Jos vesi on jäätynyt putkeen, sinun ei tarvitse huolehtia eheydestä - laajenemiskyvyn ansiosta materiaali ei vaurioidu ja palaa alkuperäiseen muotoonsa sulatuksen jälkeen;
- hermeettinen liitäntä, joka saadaan aikaan erityisillä liittimillä ja hitsauksella;
- suhteellisen helppo asennusprosessi. Yksittäisten elementtien liittämiseen liittimillä käytetään erityistä hitsauskonetta, jota ihmiset usein kutsuvat raudaksi ja juotoskolviksi. Liitoksen hitsaaminen kestää muutaman sekunnin, eikä ole vaikeaa oppia työskentelemään laitteen kanssa;
- alhainen melutaso, kun vesi liikkuu putkien läpi, etenkin verrattuna metallisiin vastineisiin;
- täydellinen vaarattomuus terveydelle;
- suhteellisen alhainen hinta.Polypropeeniputket maksavat vähemmän kuin metalli-muovi- tai ruostumattomasta teräksestä valmistetut putket.
Haittojen joukossa:
- kyvyttömyys käyttää palovaarallisilla alueilla;
- suuri lineaarinen laajeneminen johtaa tarpeeseen käyttää kompensaattoreita.
Usein haittoja ovat alhainen lämmönkestävyys, alhainen jäykkyys ja epävakaus vesivasaraan. Tämä johtuu polypropeeniputkien väärästä valinnasta. Lämmitysjärjestelmiin tarvitaan vain vahvistettuja tuotteita, jotka eivät painu, kestävät korkeaa lämpötilaa ja painetta. Lisäksi tuotantoprosessilla on suuri merkitys: jos tekniikkaa rikotaan, huonolaatuisia putkia tulee ulos, joten on parempi antaa etusija luotetuille merkittäville valmistajille.










Vertaileva hintakatsaus
Rakentamisessa, LVI-liikkeissä voit ostaa lämmitysputkia, jotka on valmistettu eri materiaaleista:
- Kupari. Keskimääräinen hinta 1 metrille (halkaisija 20 mm) on 250 ruplaa. Käyttönesteen sallitut lämpötilat - jopa 500 celsiusastetta. Ne välittävät hajavirtoja, mikä on haitta.
- Polypropeeni. Yhden metrin keskihinta on 50 ruplaa. Soveltuu jopa 95 asteen nesteiden lämpötiloihin. Ne eivät hapetu. Ei kestä voimakasta vesivasaraa.
- Metalli-muovi. Yhden metrin keskihinta on 40 ruplaa. Maksimilämpötila on 150 astetta. Aktiivinen toiminta-aika on 15 vuotta.
Hinnat vaihtelevat halkaisijan, seinämän paksuuden ja valmistajan maineen mukaan.
 Kupariputket lämmitykseen
Kupariputket lämmitykseen
Erilaisia
Polypropeeniputkien tyypit suunnittelusta riippuen:
- kiinteä - valmistettu homogeenisesta muovista;
- vahvistettu - tuotannossa käytetään kahta tai useampaa materiaalia, jotka yhdistetään keskenään.
Vahvistetuilla putkilla on useita eroja kiinteistä osista:
- ulkopuoli on päällystetty alumiinifoliolla;
- osan sisällä voi olla ylimääräinen alumiinipinnoite;
- putket voidaan vahvistaa lasikuidulla.
Vahvistettujen polypropeeniputkien luokitus:
- Alumiini. Voidaan vahvistaa jatkuvalla kerroksella tai verkolla, jossa on pieniä reikiä. Ylimääräisen metallikerroksen läsnäolo vähentää muovin lämpölaajenemista, lisää lujuutta ja paineenkestävyyttä.
- Lasikuitu. Niissä on kerrosrakenne. Pääkerrokset ovat kaksi polypropeenikerrosta, joiden välissä on lasikuitua vahvistava kerros.
- Metalli-polymeeri. Koostuu 5 kerroksesta. Ulkoa ja sisältä polypropeenia. Välikerrokset - liima. Keskimmäinen on alumiinia.
Vahvistettujen tuotteiden tekniset ominaisuudet ovat korkeammat kuin homogeenisesta materiaalista valmistettujen osien.
 Erilaisia polypropeeniputkia
Erilaisia polypropeeniputkia
Tekniset tiedot
Polypropeeniputkien tekniset ominaisuudet:
- Pakkaskestävyysindeksi - jopa -15 astetta. Tästä materiaalista valmistetut putket eivät sovellu ulkovesiputkien valmistukseen.
- Alhainen lämmönjohtavuus. Tästä johtuen neste pääsee putkilinjan päästä toiseen pienellä lämpötilaerolla.
- Polypropeenin tiheys on 0,91 kg/cm2.
- Materiaalin kemiallinen kestävyys.
- Suuri lineaarinen laajenemisnopeus.
- Mekaaninen lujuus - 35 N / mm.
- Polypropeenin pehmeneminen alkaa 140 astetta.
- Lämmönkestävyys lämmönkantajille - jopa 120 astetta.
- Muovin sulaminen alkaa 170 asteessa.
- Käyttöpainealue on 10–25 ilmakehää.
Tästä materiaalista valmistetut putket valmistetaan halkaisijaltaan 10 - 125 mm. Osat liitetään erityisellä juotosraudalla. Juottamisen ansiosta saadaan vahva, ilmatiivis sauma.