- Optimaalisen halkaisijan määrittäminen
- Kuinka tehdä lämmitysjärjestelmä omakotitalossa omin käsin
- Asennustyökalut
- Työvaiheet, lämmitysrakenteen kaavio
- Juottaminen vaikeapääsyisissä paikoissa ja kulmissa
- 4 Sovellettavat kytkentäkaaviot
- n1.doc
- Polypropeeniputkien tyypit
- Polypropeenista valmistetun lämmitysjärjestelmän asennus
- Polypropeeniputkien asennus
- Putken kiinnitys
- Videotunti putkien juottamisesta
- Juotteen lämmitysaika
- Lämmitysjärjestelmän polypropeeniputkien hitsaus
- Ensimmäinen taso
- Polypropeenilämmitysputkien juotostekniikka
- Polypropeeniputkien hitsauksen ominaisuudet
- Laitteet polypropeeniputkien hajahylsyhitsaukseen
- Polypropeeniputkien halkaisijat
- Asennuskaavio
Optimaalisen halkaisijan määrittäminen
Linjan asennusta edeltää aina alustava polypropeeniputkien laskenta. Se suoritetaan tuotteiden lukumäärän ja optimaalisen halkaisijan määrittämiseksi tietylle putkistojärjestelmälle sen tarkoituksen perusteella.
Oikein valittu halkaisija varmistaa minimaaliset häviöt ja tarvittavan paineen järjestelmässä jopa suurimman (huippu)vedenkulutuksen tuntien aikana. Laskenta on erityisen tärkeää suunniteltaessa vesihuoltojärjestelmää kerrostaloon, jossa on suuri määrä LVI-laitteita.
Voit laskea putken sisähalkaisijan itse kaavalla:
- missä Qtot on suurin (kokonais) vedenkulutus,
- V on nopeus, jolla vesi kulkee putkien läpi.
Paksuille putkille nopeusarvoksi otetaan 2 m / s ja ohuemmille putkille - 0,8 - 1,2 m / s.
Mutta asuntojen ja pienten maalaistalojen omistajien ei pitäisi tuhlata aikaa monimutkaisiin laskelmiin. Ottaen huomioon, että putkijärjestelmän kokonaisläpäisevyys riippuu kapeimman kohdan läpäisevyydestä, riittää ostaa putkia, joiden halkaisija on 20,0 mm, edellyttäen, että vesijärjestelmän pituus ei ylitä 10 metriä. Vakiomäärällä saniteettilaitteita (altaat, wc-astiat, pesualtaat) tämän halkaisijan putkien läpimeno on riittävä.
Kun putkilinjan kokonaispituus on enintään 30 metriä, on käytettävä halkaisijaltaan 25 mm:n tuotteita ja yli 30 metrin pituisia - 32 mm.
Kuinka tehdä lämmitysjärjestelmä omakotitalossa omin käsin
Lämmitysjärjestelmiä on suuri määrä. Jokaisella järjestelmällä on omat ominaisuutensa ja sitä käytetään tiettyjen ongelmien ratkaisemiseen.
Kun valitset, sinun tulee kiinnittää huomiota seuraaviin alkutietoihin:
- Talon lattiat ja pinta-ala. Useiden kerrosten lämmittämiseen käytetään monimutkaisia järjestelmiä hydrodynaamisen vastuksen laskennassa. Jakelujärjestelmä nousuputkella, "Tichelmann-silmukka", on sopiva. Yksikerroksiselle rakennukselle, jossa on yksinkertainen asettelu, Leningradkan yksiputkijärjestelmä, yksinkertainen pohjavuotojärjestelmä, on optimaalinen.
- ulkoasu ja esteettiset näkökohdat. Jotta putket eivät pilaa seinien ulkonäköä eivätkä häiritse huonekalujen asennusta, voit suunnitella koristeelliset näytöt ylempään vuotoon, piilottaa alemman roiskeen seiniin tai lattiatasoitteeseen.Putket eivät saa kulkea ovien alta, älä häiritse kävelyä. Lämpö jakautuu tasaisesti koko lämmitettyyn huoneeseen.
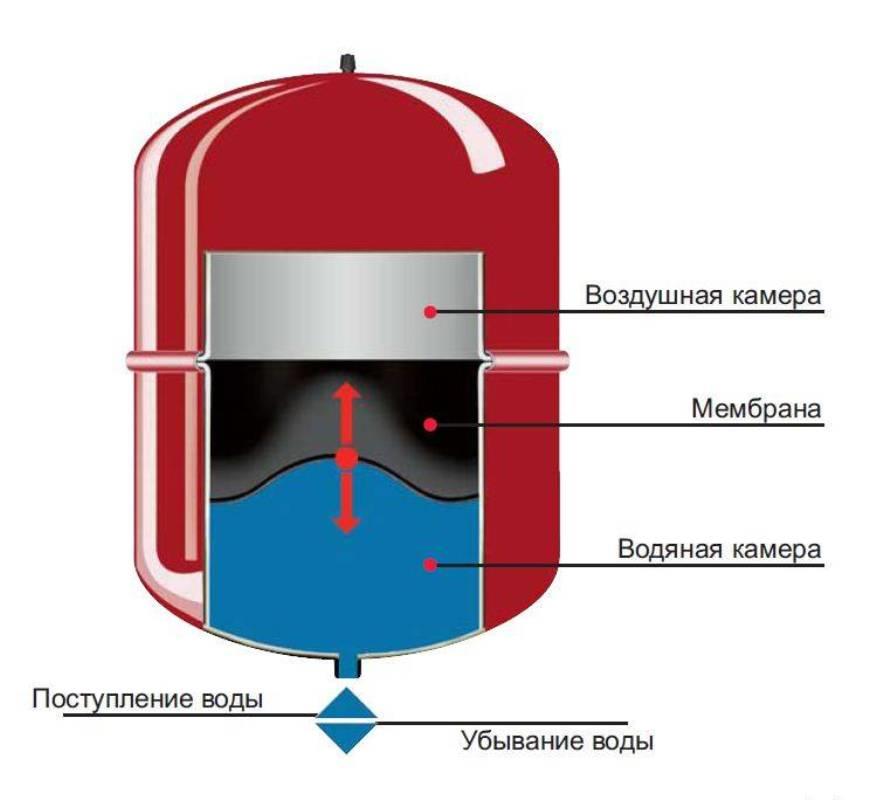
- Energiariippuvuus. Jos talossa on toistuvia ja pitkiä sähkökatkoksia, on parempi suunnitella painovoimajärjestelmä avoimella paisuntasäiliöllä. Jos sähkökatkoja ei ole, käytetään tehokkaampaa suljettua järjestelmää, jossa on kalvopaisuntasäiliö ja pakkokierto. Putket voivat olla pienempiä.
- Tehoa. Riippuu talon lämpöhäviöstä. Mitä suurempi järjestelmän teho on, sitä suurempi on putkien halkaisija jäähdytysnesteen kierron helpottamiseksi.
Asennustyökalut
Järjestelmän kokoamiseksi tarvitset edullisen ja edullisen työkalusarjan.
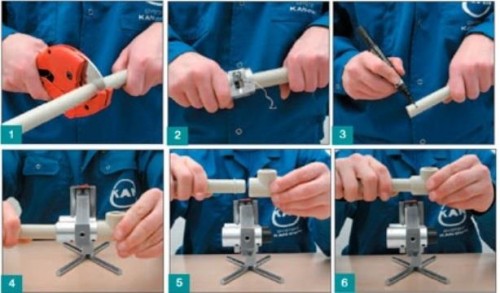
Työkaluja polypropeenin käsittelyyn. Tämä on juotoskolvi, putkileikkuri, rievut, viivain, lyijykynä, rasvanpoistoaine. Alumiinivahvikkeen poistamiseen tarvitaan halkaisijaltaan sopiva kaavin.

Kuva 2. Erikoisjuotis liitäntää varten polypropeeniputket. Laitteessa on kaksi erikokoista reikää.
- Sarja LVI-tarvikkeita - avo- ja säädettävät jakoavaimet, fum-teippi, pihdit.
- Sarja rakennustyökaluja: lävistin, hiomakone, vaahtopistooli, sekoitin.
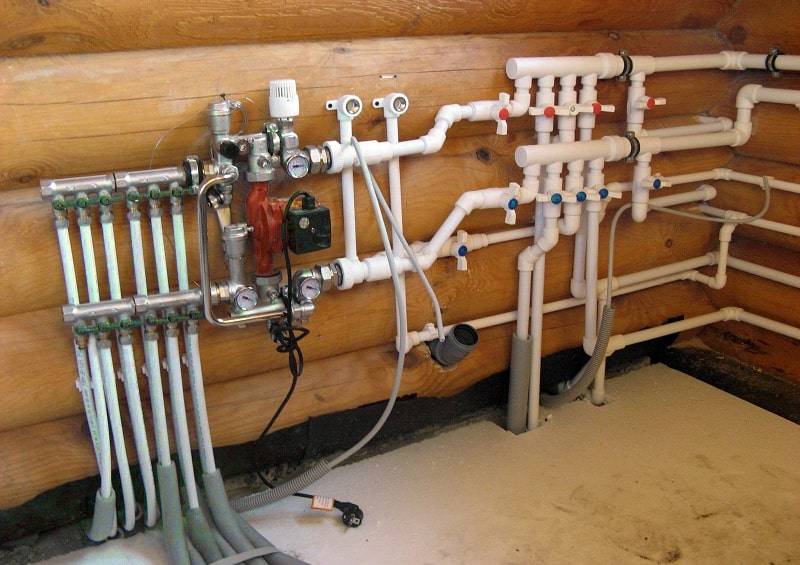
Työvaiheet, lämmitysrakenteen kaavio
Lämmitysjärjestelmän kokoaminen tapahtuu peräkkäisinä loogisina vaiheina.
Kattilan ja akkujen asennuksen merkintä. Lämpöpatterit sijoitetaan sisäänkäynnille ja ikkunoiden alle luomaan oikeat konvektiovirrat huoneeseen. Kattila voidaan asentaa kattilahuoneeseen, jotkut tyypit voidaan sijoittaa minkä tahansa ulkoseinän lähelle.
Putkien läpivientipaikkojen määrittäminen.Muista suunnitella kompensointisilmukat - polypropeeniputkien pituus muuttuu kuumennettaessa.
Kattilan ripustus ja sen kiinnitys. Tarvittaessa yhdistämme siihen vesihuollon, kaasun. Kiinteän polttoaineen kattilan putkisto on parasta tehdä metallista. Kaasukattila on yhdistetty polypropeeniputkilla, joilla on lämmönkestävät ominaisuudet.
Keräysjärjestelmällä yhdistämme "kamman" - jakelijan. Jos järjestelmä on kaksihaarainen, pärjää t-paidoilla.
Asenna paisuntasäiliö ja turvaryhmä. Paisuntasäiliön tilavuus lasketaan järjestelmän vesimäärän perusteella.
Kiinnitämme kiinnikkeet lattiaan tai seinään. Jos järjestelmässä on gravitaatiokierto, tarkkailemme kaltevuutta. Asennamme putket, liitämme akut.
Asennuksen päätyttyä paineistamme järjestelmän. Sammuta akut, sammuta kaikki ulostulot pistokkeilla. Toimitamme ilmaa 8-10 ilmakehän paineella. Jos fisteleitä paljastuu, poistamme ne.
Yhdistämme akut, kattilan, paisuntasäiliön.
Täytämme järjestelmän vedellä, poistamme ilman yläpisteistä.
Koeajon suorittaminen
Kiinnitämme huomiota putkiin, liitoksiin, liitoskohtiin. Tarkistamme akkujen lämmityksen tasaisuuden. Suljemme putket tasoitteessa, seinässä tai koristelaatikossa
Suljemme putket liittimeen, seinään tai koristelaatikkoon.
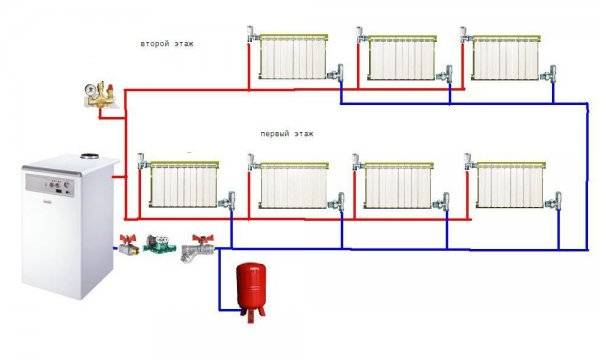
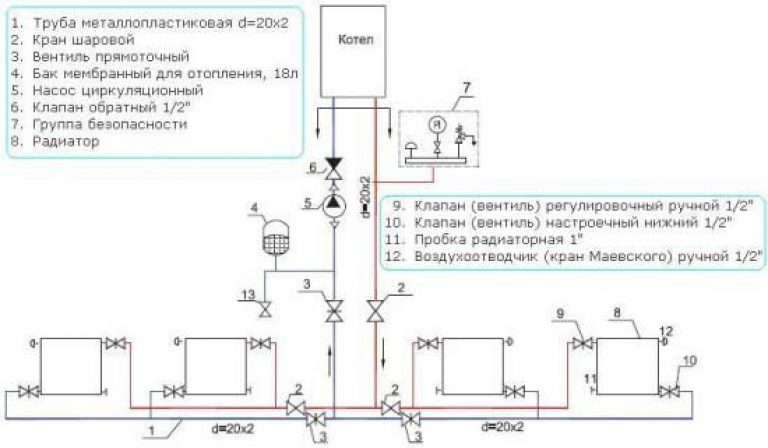
Kuva 3. Kaksikerroksisen talon lämmitysjärjestelmän kaavio käyttämällä polypropeeniputkia.
Juottaminen vaikeapääsyisissä paikoissa ja kulmissa
Lämpöputken kokoaminen vaikeapääsyisiin paikkoihin on vaikeampaa kuin riittävän tilan olosuhteissa. Tällaisia paikkoja ovat yleensä kattopinta, huoneiden kulmat ja ahtaat olosuhteet, kun juotoskolvia ei ole mahdollista asentaa telineeseen.

Tällaisissa tilanteissa turvaudu salaisiin temppuihin:
- juotosrauta on ripustettu koukkuun;
- erityiset kulmaadapterit hitsataan kulmiin;
- jos juotettavat putkiosat ovat liian lähellä seinää, lämmitetään liitoksen suoraa ja liitososuutta vuorotellen. Tässä tapauksessa ensimmäistä osaa lämmitetään hieman odotettua pidempään, ja sitten vastinetta lämmitetään lyhyemmän ajan, mutta suuttimien korkeammassa lämpötilassa (termostaatti asennetaan lämmittämään halkaisijaltaan suurempia putkia);
- jotta osat eivät pysy painossa seiniä hitsattaessa, on kätevämpää kiinnittää putki pidikkeillä ja siirtää niitä tarpeen mukaan.
4 Sovellettavat kytkentäkaaviot
Polypropeeniputkien asennukseen käytetyt lämmittimien liittämiseen päävirtaan käytetyt vakiomallit eivät eroa muiden materiaalien vastaavista. Täällä on mahdollista luokitella järjestelmiä kolmen parametrin mukaan:
- Vesistöjen sijainnin mukaan.
- Telineiden lukumäärän mukaan.
- Jäähdytysnesteen kiertoon tarkoitettujen putkien lukumäärän mukaan.
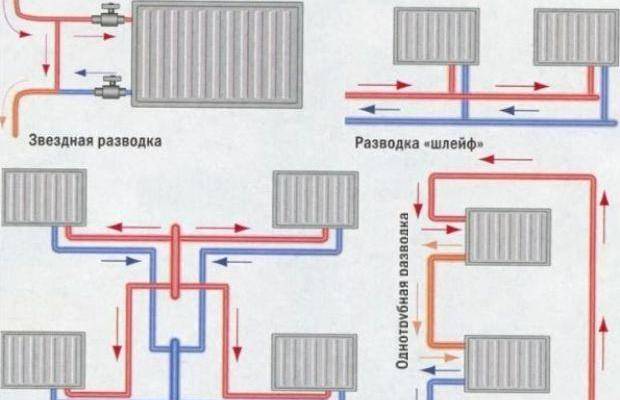
Olemassa olevat suunnitelmat lämmityslaitteiden liittämiseksi päävirtaan
Kaavion toteutusvaihtoehdot vesiväylän sijainnin mukaan
Jäähdytysnesteen syöttöä on 2 tyyppiä:
- 1. Top eyeliner. Tässä tapauksessa vedensyöttöjärjestelmä, jonka kautta kuuma jäähdytysneste syötetään, sijaitsee yläosassa. Tämä voi olla ullakkotila tai kiinnitys kattoon viimeistelymateriaalikerroksen alle. Alempi paluukanava asetetaan lattian alle tai kellariin. Lämmittimet syötetään jäähdytysnesteellä pystysuorien nousuputkien kautta. Tällaisen johdotuksen etuna on, että kiertokattilaa ei tarvita, mikä on merkityksellistä, jos yksityinen kotitalous sijaitsee alueella, jossa on sähkökatkoja.
- 2. Alaosa eyeliner.Tässä tapauksessa vesihuolto ja tyhjennys suoritetaan huoneen pohjassa, lattiassa tai kellarissa olevien putkien kautta. Tämän järjestelmän etuja ovat materiaalisäästöt ja kaikkien lämmityslaitteiden tasainen lämmitys, merkittävä haittapuoli on toteuttamisen mahdottomuus ilman pakkokiertopumppua.
Johdotus nousuputkien lukumäärän mukaan
Kuumaa jäähdytysnestettä syöttävien nousuputkien lukumäärästä riippuen seuraavat vaihtoehdot ovat mahdollisia:
- 1. Kaavio yhdellä nousuputkella. Tämä vaihtoehto sopii käytettäväksi pienissä kaksi-kolmikerroksisissa mökeissä, kun jokaisen kerroksen pinta-ala on suhteellisen pieni. Vedensyöttö tapahtuu täällä yhdellä nousuputkella kaikkiin kerroksiin, josta jatkojohdotus tehdään kaikkiin kerrosten huoneisiin.
- 2. Kaavio, jossa on useita nousuputkia. Tässä tapauksessa asennetaan useita nousuputkia, jotka syöttävät yhtä patteria erillisissä huoneissa kussakin kerroksessa. Nousuputket on kytketty kattilaan erillisillä johdoilla. Tämä malli sopii erinomaisesti suuriin taloihin. Jokaisen nousuputken autonomian vuoksi koko järjestelmää ei tarvitse sammuttaa vian sattuessa, riittää, että suljet yhden nousuputken, johon vaurioitunut elementti on kytketty, ja tee korjaukset.
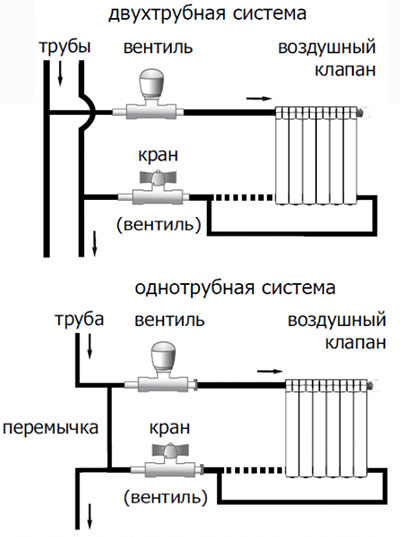
Johdotus putkien lukumäärän mukaan
Tässä on kaksi vaihtoehtoa valtatien asentamiseksi toteuttamiseen:
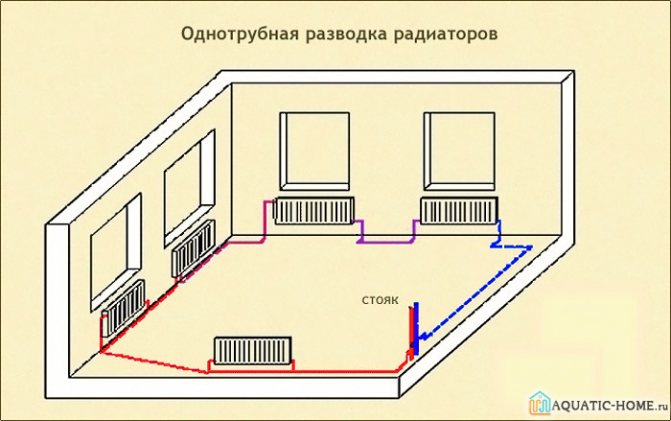
- 1. Yksiputkilinja. Tässä järjestelmässä jäähdytysneste syötetään lämmityslaitteisiin yhden putken kautta sarjassa laitteesta toiseen.Tämän järjestelmän merkittävä haittapuoli on jäähdytysnesteen peräkkäinen jäähdytys, jonka seurauksena linjan päässä sijaitsevat lämmittimet eivät lämpene hyvin. Siksi tämän menetelmän käyttö on suositeltavaa pienissä taloissa, joissa on enintään kolme lämmityspatteria.
- 2. Kaksiputkilinja. Täällä jäähdytysneste syötetään ensisijaisen putkilinjan kautta rinnakkain kaikkien pattereiden kanssa, ja poisto tapahtuu paluukanavan kautta. Tästä johtuen kaikkien lämpöpatterien lämpötila on sama ja sitä voidaan säätää erikseen erityisellä säätimellä. Järjestelmän etuna on mahdollisuus sammuttaa yksi lämmityslaitteista sen vian sattuessa pysäyttämättä koko järjestelmää.
Eli järjestelmän valinta lämmitysputken asennus yksityiseen talossa, kannattaa tarkastella lähemmin vaihtoehtoa yhdellä nousuputkella ja kaksiputkijärjestelmällä joka kerroksessa ja yksikerroksisessa rakennuksessa alempi liitäntä kaksiputkijärjestelmällä. Nämä menetelmät ovat käytännöllisimpiä, huollettavimpia ja taloudellisimpia.










n1.doc
TYYPILLINEN TEKNOLOGINEN KAAVIO (TTK) KESKUSLÄMMITYKSEN YKSIPETKIJÄRJESTELMÄN RISTOJÄRJESTELMIEN JA LÄMMITYSLAITTEIDEN ASENNUS ASUNTATALOJEN SUURKOJATUSTEN AIKANAI. Kartan laajuus II. Rakennusprosessin organisaatio ja tekniikka 21. Työn laadun perusvaatimukset: Turvallisuussäännöt: III. Tekniset ja taloudelliset indikaattorit
| Työvoimaintensiteetti nelikerroksisen talon yhdelle kerrokselle (kaksi patteria jokaisessa kerroksessa) | 2,76 henkilötyöpäivää |
| Tuotos työntekijää ja vuoroa kohti | 0,42 nousu |
IV. Materiaaliset ja tekniset resurssit
| N p / p | Nimi | mittayksikkö | Määrä | |
| Pääsuunnittelu, puolivalmiit tuotteet ja materiaalit | ||||
| 1. | Teräsputkista valmistetut nousuputket | PCS. | 1 | |
| 2. | Teräsputket jäähdyttimiin | PCS. | 20 | |
| 3. | Jäähdyttimet | PCS. | 10 | |
| 4. | Kannakkeet jäähdyttimille | PCS. | 30 | |
| 5. | Puristimet, metalliholkit nousuputken kuljettamiseen lattioiden läpi | PCS. | 5+5 | |
| 6. | Asemat | PCS. | 20 | |
| 7 | Yhden säädön venttiilit + liittimet | PCS. | 10+10 | |
| 8. | Lukkomutterit + jäähdyttimen vuoraukset | PCS. | 20+20 | |
| 9. | Jäähdyttimen tulpat | PCS. | 20 | |
| 10. | Liinavaatteet | PCS. | 35 | |
| 11. | Mini (valkaisu) | PCS. | 150 | |
| 12. | Hitsauslanka | PCS. | 750 | |
| Koneet, laitteet, työkalut, inventaario ja kalusteet | ||||
| 1. | Rakenne- ja asennuspistooli SMP-1 | PCS. | 1 | |
| 2. | Kaasuhitsauskone työkalusarjalla | PCS. | 1 | |
| 3. | Putkiavaimet nro 2 | PCS. | 1 | |
| 4. | rautasaha | PCS. | 1 | |
| 5. | Rautasahan terät | PCS. | 2 | |
| 6. | luotilanka | PCS. | 1 | |
| 6. | lasta (lastalla) | PCS. | 2 | |
| 7. | Lukkosepän vasara 500-800 g | PCS. | 2 | |
| 8. | Penkki taltta | PCS. | 1 | |
| 9. | Liukuvat avaimet | PCS. | 1 | |
| 10. | taitettava mittari | PCS. | 2 | |
| 11. | pihdit | PCS. | 1 | |
| 12. | Jumpperi | PCS. | 2 | |
| 13. | Sähköpora | PCS. | 1 | |
| 14. | Ruisku Grigoriev | PCS. | 1 | |
| 15. | Kannettavat tikkaat | PCS. | 1 | |
| 16. | puusepän taso | PCS. | 1 | |
| 17. | Klupp-putki ja suulakesarja | PCS. | 1 | |
| 18. | Putkipihdit | PCS. | 1 |
V. Aikataulu, työn suoritus
| N p / p | Teosten nimi | Mittayksikkö | Työn laajuus | Työvoimaintensiteetti, per mittayksikkö henkilöä - h | Työkyky koko työn laajuudelta, ihmiset - päivä | Ammatti, arvo ja määrä, käytetyt mekanismit | Tuntityöjärjestys | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |||||||
| 1. | Patterien asennus merkintäpaikoilla, reikien poraus ja asennuskannattimet | 1 laite | 10 | 0,71 | 0,90 | Locksmith4 res. - 13 numeroa - 1 Kaasuhitsauslaite: 5 numeroa - yksi | — | 3— | |||||
| 2. | Nousuputken asennus ja patteriliitännät merkinnöillä ja reikien porauksella kattoon, väliseiniin, kaasuhitsaus | 1m putkijohto | 34,0 | 0,34 | 1,46 | Kaasuhitsauskone Rakennus- ja kokoonpanopistooli SMP-1 | — | 3— | — | — | — | ||
| Kaikki yhteensä | 2,36 |
VI. Työvoimakustannus Taulukko 3
| N p / p | ENiR:n hyväksyttyjen normien perustelut | Työn laajuus | Mittayksikkö | Työn laajuus | Normaaliaika mittayksikkö, ihmiset - h | Hinta per mittayksikkö, hiero - kop. | Työvoimakustannukset koko työn laajuudelta, henkilöt - h | Työvoimakustannusten hinta koko työn laajuudelta, hiero - kop |
| 1. | 9-1-1, kohta 1. 2, 3 | Merkintäpaikat putkilinjojen laskemista ja mittausluonnoksia varten | 100 m | 34,0 | 3,75 | 2-97 | 0,16 | 1-00 |
| 2. | 9-1-31, voi. 2, kohta 2 | Reikien poraaminen lattioihin | 100 reikää | 4 | 7,1 | 3-94 | 0,04 | 0-16 |
| 3. | 9-1-2, voi. 2, kohta 2, | Teräsputkien asennus | 1 m | 34,0 | 0,25 | 0-14,8 | 1,06 | 4-85 |
| 4. | 22-17, s. 9 | Putkilinjojen kaasuhitsaus (kiinteä pystysauma) | 10 niveltä | 5 | 0,95 | 0-66,7 | 0,05 | 0-35 |
| 5. | 9-1-12, osa 3 | Patterien asennus, jossa on porausreiät seiniin | 1 laite | 10 | 0,71 | 0-40,3 | 0,90 | 4-03 |
| 6. | 22-17, s. 14 | Putkilinjojen kaasuhitsaus (kiinteä vaakasuora liitos) | 10 m | 10 | 1,1 | 0-77,2 | 0,15 | 0-75 |
| Kaikki yhteensä | 2,36 | 11-14 |
Polypropeeniputkien tyypit
PP-putket on jaettu kahteen päätyyppiin:
- vahvistettu;
- vahvistamaton.
Ensin mainittuja käytetään paikoissa, joissa odotetaan korkeaa painetta ja lämpötilaa. Tällaiset putket luokitellaan "stabiloiduiksi", niillä on pienin lämpömuodonmuutoskerroin.
Vahvistamattomia putkia käytetään teknisissä järjestelmissä nesteiden kiertoon ilman lämmitystä. Tällaisia PP-putkia käytetään myös kylmävesijärjestelmiin, jotka on myös helppo asentaa omin käsin.
pöytä 1
| Merkintä | Sovellusalue | Ominaisuudet |
| PN10 | LVI-järjestelmät matalan lämpötilan vähimmäispaineella | 10 ilmakehää, 45 °C |
| PN16 | Putkijärjestelmät kylmälle vedelle | 16 ilmakehää, 60 °C |
| PN20 | Kuumavesijärjestelmät, ei lämmitysjärjestelmiin | 20 ilmakehää, 95 °C |
| PN25 | Kuumavesijärjestelmät, lämmitysjärjestelmät | 25 ilmakehää, 95 °C |
| PPR | Lämmitys, lämmin vesi. Ei sovellu talon sisäisten kylmävesijärjestelmien järjestämiseen. | 25 ilmakehää, 95 °C |
Myös polypropeeniputkien paksuudella on merkitystä. Arvo vaihtelee välillä 1,9 - 18,4 mm putken tyypistä ja käyttötarkoituksesta riippuen.
On tärkeää tietää! PPR-indeksillä varustettuja putkia käytetään vain teollisiin tarkoituksiin, käytä niitä juomavesihuolto ei ole valmistajan suosittelema. Minkä tahansa halkaisijan polypropeeniputken vakiokoko on 6 metriä
"Lämmin lattia" -järjestelmien asennukseen käytetään erikoistuneita polypropeeniputkia. Tällaisia putkia toimitetaan lattialämmitykseen lahdissa, ja useimmiten niitä ei hitsata yhteen, vaan ne kiinnitetään liitoksiin jäähdytysnesteen keräimen kanssa puristusliittimillä.
Lattialämmityspiiri on saumaton järjestelmä. Käytetään erilaisia lattialämmitystyyppejä. Minkä tahansa valitun menetelmän geometria - "etana" tai "ääriviivaa pitkin" - määrittää putken kyvyn taipua pienimmällä säteellä. Liiallinen taivutus johtaa putken peruuttamattomaan muodonmuutokseen.
Lattialämmityksen PP-putki asetetaan valmiille alustalle. Useimmiten tämä on lämpöeriste polyuretaanivaahtokerroksen muodossa, jota on täydennetty lämpöä heijastavalla kalvolla.
Hyvä tietää! Puristusholkit kiinnitetään tiukasti erityisillä pihdeillä; sarja sisältää myös mallin oikean asennuksen ohjaamiseksi. Puristuspihdit ovat melko kalliita, ne on kannattavampaa vuokrata järjestelmän lopullisen kokoonpanon ja käyttöönoton ajaksi.
Polypropeenista valmistetun lämmitysjärjestelmän asennus
Asennuksen valmistelu
Valmisteluvaiheessa sinun on suoritettava seuraavat työt:
- Laadi lämmitysprojekti.Lämmitysjärjestelmän suunnittelu on vaikea tehtävä, jota kaikki eivät pysty tekemään. Laskelmien perusteella valitaan lämmitysjärjestelmän tyyppi, lämmityskattila, lämmittimet, lisälaitteet ja putkistojen liittimet. Olennainen osa projektia on materiaalien erittely, josta käy ilmi putkien pituus ja halkaisija, tyypit ja liitosten lukumäärä
- Osta materiaaleja ja työkaluja
- Asenna kotitekoinen lämmityskattila, patterit ja lisälaitteet
- Selvitä juotosraudan ohjeista tai viitekirjallisuudesta käytettyjen putkien hitsaus- ja jäähdytysaika, tee ohjausjuotos
- Tuo putket ja liittimet huoneeseen niin, että ne lämpenevät huoneenlämpöisiksi
Putken asennusmenetelmät

Ensimmäisessä tapauksessa ne kiinnitetään seiniin metalli- tai muovikiinnikkeisiin.
Toisessa ne asetetaan seiniin tehtyihin uriin (strobeihin) tai viimeistelymateriaalien (kipsilevy, muovi jne.) taakse.
Lämmitysputkien asennus
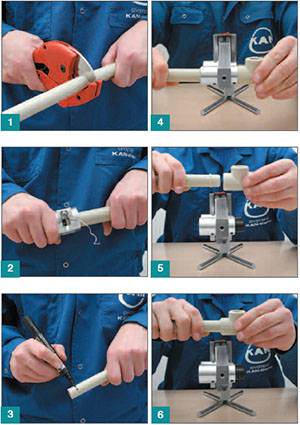
Asennus suoritetaan seuraavassa järjestyksessä:
- Putket erikoissaksilla tai rullaputkileikkurilla leikataan halutun pituisiksi paloiksi
- Jos kalvo sijaitsee lähellä putken ulkopintaa ja häiritsee juottamista, se poistetaan parranajokoneella
- Leikkuri poistaa purseet ja viisteet
- Juotoskohdat poistetaan rasvasta alkoholilla
- Juottaminen, varsinkin ilman kokemusta, on parasta tehdä yhdessä.
- Juotosraudan suuttimiin laitetaan pala putkea ja liitin, pidetään paikallaan oikeaan aikaan, poistetaan, liitetään rullaamatta ja kiinnitetään jäähtymisen vaatimaksi ajaksi.
- Kytketyt putket kiinnitetään seiniin pidikkeillä 50 - 70 cm:n välein
- Putkilinjan erilliset osat liitetään paikan päällä kannettavalla juotosraudalla
- Lämmitysjärjestelmän osat huuhdellaan painekoepumpulla varmistaakseen, ettei niissä ole tulppia (tiiviste), ja valmis järjestelmä testataan vedellä vuotojen varalta.
Kun asennat putkia, noudata seuraavia sääntöjä:
- Noudata mitoitusputken kaltevuutta (0,02 - 0,06 kattilasta viimeiseen patteriin suorassa putkessa ja sama kaltevuus viimeisestä jäähdyttimestä kattilaan paluuputkessa)
- Paluuputki vedetään lämmityskattilan tuloputken yläpuolelle
- Ylikuumenemisen välttämiseksi polypropeeniputket liitetään kattilaan metalliputken läpi ja asetetaan etäälle lämmityslaitteista
- Lämmityslaitteet liitetään putkiin pikaliittimillä - "amerikkalainen"
- Putket asennetaan siten, että mekaanisten vaurioiden todennäköisyys pienenee ja suora auringonvalo suljetaan pois
- Putket liitetään toisiinsa liittimillä tai "putkesta pistorasiaan", jälkimmäisessä tapauksessa hylsy tehdään laajentamalla putken yhtä päätä
- Yli 40 mm paksut putket juotosliitoksesta

Myös omakotitalossa tulisi olla lämmityksen lisäksi viemäröinti. Lue sen järjestelyn ominaisuuksista täältä.
Koska asennuskustannukset ylittävät usein materiaalikustannukset, asennus polypropeenilämmitys yksin voi säästää paljon rahaa.
Kokeneet asiantuntijat tekevät tämän työn yhdessä päivässä, mutta aloittelijoille on parempi olla kiirehtimättä ja noudattaa huolellisesti suosituksia. Tulosta ei odoteta kauaa - muutamassa päivässä sinulla on tehokas lämmitysjärjestelmä, joka ei vaadi juuri mitään huoltoa.
Polypropeeniputkien asennus
Tärkeä! Koska polypropeeniputkien lujuus ei ole yhtä suuri kuin esimerkiksi teräsputkien, kiinnikkeet tulee asentaa asennuksen aikana useammin, jonnekin viidenkymmenen senttimetrin välein. Joten katsotaanpa tällaisen lämmitysjärjestelmän pääkomponentteja.
Joten katsotaanpa tällaisen lämmitysjärjestelmän pääkomponentteja.
- Tarvittavat kiinnikkeet varmistamaan, että koko rakenne pysyy paikallaan.
- AGV tai joku muu lämmityskattila.
- Paisuntasäiliö, välttämätön, jotta korkeissa lämpötiloissa laajeneva vesi ei voi vahingoittaa koko järjestelmää.
- Jäähdyttimet, muut lämpöä luovuttavat elementit.
- Ja itse asiassa putkisto, jonka avulla jäähdytysneste voi kiertää patterien ja lämmityslaitteen välillä.

Putken kiinnitys
Tällaiseen juottamiseen käytetään erityisiä juotoskolvia. Ne lämmittävät materiaalin kaksisataakuusikymmentä astetta, minkä jälkeen siitä tulee homogeeninen monoliittinen yhdiste. Tämä selittyy sillä, että siinä olevat atomit ikään kuin tunkeutuvat putken palasta toiseen. Lisäksi tällaiselle yhteydelle on ominaista lujuus ja tiiviys.






Videotunti putkien juottamisesta
Juotos koostuu useista vaiheista, harkitse niitä:
- Juotosrauta kytkeytyy päälle. Odotamme, kunnes sen merkkivalo sammuu toisen kerran.
-
Leikkaamme putkenpalan tarvitsemiemme mittojen mukaan, tähän käytämme erikoissaksia, joita myydään juotosraudalla.
- Puhdistamme putkien leikatut päät kaikesta tarpeettomasta, erityisesti kalvosta. Voit tehdä tämän käyttämällä tavallista veistä tai voit käyttää kanavaa.
- Putki työnnetään liittimeen ja pidetään siellä jonkin aikaa.

Tärkeä! Aika, jonka putken tulee viettää liittimessä, riippuu täysin sen halkaisijasta, juotosraudan mukana tulee olla erityinen taulukko, joka osoittaa kaikki nämä arvot. Osat on liitetty siististi, ei saa olla vääristymiä.
Pidämme niitä tällä tavalla jonkin aikaa, kanavan kääntäminen on kielletty.
Osat on liitetty siististi, ei saa olla vääristymiä. Pidämme niitä tällä tavalla jonkin aikaa, kanavan kääntäminen on kielletty.
Erityistä huomiota tulee kiinnittää kääntyviin liittimiin, erityisesti polypropeeniputkissa. Varmista, että ne on asetettu oikein, koska jos käännös on suunnattu väärään suuntaan, koko kokoonpano on tehtävä kokonaan uusiksi ja kiinnitetystä osasta tulee täysin käyttökelvoton.

Putket on yhdistetty toisiinsa "amerikkalaisnaisilla" - erityisillä laitteilla, jotka puetaan ja poistetaan nopeasti. He ovat kiinnitetty putken päihin. Jotta lämpölaajenemisen aikana ei tapahdu muodonmuutoksia (putken vahvistus ei loppujen lopuksi pelasta täysin, se vain vähentää sitä), kaikki putket on kiinnitettävä tukevasti seinien ja katon pintaan, kun taas askel, kuten jo mainittiin , saa olla enintään viisikymmentä senttimetriä.
Patterien kiinnittämiseen käytetään myös erityisiä laitteita, niiden on oltava mukana sarjassa. Ei ole suositeltavaa käyttää käsintehtyjä laitteita lämpöpattereille. Tosiasia on, että tehdaskiinnikkeet laskettiin erityisesti jäähdytysnesteellä täysin täytettyjen patterien painolle, joten kotitekoiset kiinnikkeet eivät välttämättä kestä sitä.

Juotteen lämmitysaika
Jotta putkien juottaminen olisi mahdollisimman tehokasta, on erittäin suositeltavaa noudattaa ilmoitettua lämpenemisaikaa. Voit selvittää sen alla olevasta taulukosta.
| Halkaisija cm | 11 | 9 | 7.5 | 6.3 | 5 | 4 | 3.2 | 2.5 | 2 |
| Lämpenemisaika, sek | 50 | 40 | 30 | 24 | 18 | 12 | 8 | 7 | 7 |
| Aika muodostaa yhteys, sek | 12 | 11 | 10 | 8 | 6 | 6 | 6 | 4 | 4 |
| Jäähdytys, min | 8 | 8 | 8 | 6 | 5 | 4 | 4 | 3 | 2 |
| Mikä pitäisi olla sauman, cm | 4.2 | 3.8 | 3.2 | 2.9 | 2.6 | 2.2 | 2 | 1.8 | 1.6 |
On tärkeää tietää, että jos osa kuumennetaan korkeampaan lämpötilaan kuin juotostekniikka vaatii, se yksinkertaisesti muotoutuu. Ja jos lämmitys on riittämätön, materiaalin täyttä fuusiota ei tapahdu, mikä tulevaisuudessa aiheuttaa vuotoja
Puhuimme kiinnittämisestä seiniin, askelma siellä on 50 senttimetriä. Kattoon asennettaessa tämän etäisyyden tulee olla sama, mutta ei suurempi.






On toivottavaa käyttää liikuteltavia puristimia, eikä ripustettuja kompensointilaitteita tarvita. Se tulee myös kiinnittää tiukasti, luotettavasti, koska putken lämpölaajeneminen voi muuttaa sitä.
Yleisesti ottaen selvitimme, kuinka tehdä lämmitysasennukset polypropeeniputkista. Toivomme, että artikkeli on hyödyllinen sinulle.
Lämmitysjärjestelmän polypropeeniputkien hitsaus
Muoviset (polypropeeni) putket ovat viime aikoina tulleet eniten käytetyiksi vesilämmitysjärjestelmien luomiseen taloissa.
Voit uskoa lämmityksen asennuksen muoviputkilla asiantuntijoille, joilla on kaikki tarvittavat laitteet hitsaukseen. Mutta polypropeeniputkien hitsausprosessi ei ole kovin monimutkainen, ja se on kaikkien saatavilla tehdä se itse. Tärkeintä on noudattaa vaiheittaisia suosituksia.
Koko hitsausprosessi koostuu putken ja liittimen lämmittämisestä, jota seuraa osien siisti liittäminen.Tässä tapauksessa voimakas tarttuvuus johtuu kahden yhdistetyn elementin kuumennetun polypropeenin sekoittumisesta ja monoliittisen rakenteen muodostumisesta risteyksessä. Sauman ominaisuudet tässä tapauksessa eivät käytännössä eroa alkuperäisten osien ominaisuuksista.
Saat käsityksen muoviputkien hitsauksesta katsomalla seuraavaa videota:
Ensimmäinen taso
Alkuvaiheessa liitettävät osat valmistetaan juottamista varten. Tässä tapauksessa on välttämätöntä:
- Leikkaa putket halutun pituisiksi paloiksi.
- Poista viiste putken ulkopuolelta.
- Poista lika liitettävistä osista, poista niistä rasva.
Viisteparametreja säätelevät sekä venäläiset että ulkomaiset standardit:
- saksalaisen standardin mukaan: viisteen kaltevuus - 15 astetta, syvyys - 2-3 mm;
- Venäjän standardin mukaan: viisteen kaltevuus - 45 astetta, syvyys - 1/3 putken paksuudesta.
Viisteen tekemiseen voit käyttää mitä tahansa työkaluja, joiden avulla voit poistaa tarvittavan materiaalikerroksen melko tasaisesti.
Lisäksi sinun on löydettävä (ostettava) ja valmistettava laite muoviputkien juottamiseen:
- Asenna laite tukevalle erikoistelineelle.
- Aseta lämpötilansäädin 260 °C:seen. Tämä lämpötila varmistaa tasaisen ja turvallisen polypropeenin sulamisen eikä vahingoita yksikön teflonsuuttimia.
Viiste polypropeeniputkessa hitsausta varten
Polypropeenilämmitysputkien juotostekniikka
Polypropeeniputkien hitsausohjeet sisältävät seuraavan toimintosarjan:
- Odota, että juotosrauta lämpenee tiettyyn lämpötilaan (yleensä 260 asteeseen).
- Laita samalla liitin karaan (erikoissuutin juotosraudassa) ja työnnä putki holkkiin.
- Noudata laitteen ohjeissa määritettyä lämmitysaikaa. Se riippuu putken seinämän paksuudesta ja sen halkaisijasta.
- Irrota samalla osat suuttimista ja liitä ne.
- Odota kootun rakenteen spontaania jäähtymistä.
Tämä itse asiassa päättää prosessin. Järjestelmä on nyt valmis suorituskykytestaukseen.
Polypropeeniputkien hitsauksen ominaisuudet
On kuitenkin joitain ominaisuuksia, jotka tulee ottaa huomioon hitsaustöiden tuotannossa:
Hitsauskoneen suuttimet on valmistettu siten, että ne muodostavat kartion, jossa on pieni kaltevuus (jopa 5 astetta) ja joiden halkaisija on sama kuin putken nimellishalkaisija vain keskellä. Siksi putki mahtuu holkkiin pienellä vaivalla. Sama koskee liittimen asentamista karaan. Työnnä putki holkkiin, kunnes se pysähtyy. Et voi painaa enempää!
Tekniikka polypropeeniputkien juottaminen
- Määrittääksesi "rajan", jota ei pidä ylittää, ja valvoaksesi prosessin oikeellisuutta, voit merkitä osan ulkopuolelle etäisyyden, joka vastaa holkin syvyyttä.
- Kuumennetut osat on liitettävä mahdollisimman nopeasti, jotta vältetään sulan materiaalin jäähtyminen.
- On mahdotonta siirtää (siirtää, kiertää) järjestelmän kuumia kytkettyjä osia suhteessa toisiinsa. Muuten voit saada huonolaatuisen yhteyden, joka pian epäonnistuu.
Laitteet polypropeeniputkien hajahylsyhitsaukseen
Työtä varten tarvitset:
Putkenleikkuri. Yleisin vaihtoehto on sakset. putken leikkaamiseen. Tällainen putkenleikkuri ei kuitenkaan takaa tasaista leikkausta ja saattaa osittain muuttaa putken muotoa.Tasaisempi leikkaus saavutetaan käytettäessä muoviputkien pyöreää putkileikkuria. Erityisen leikkaustyökalun puuttuessa voit käyttää rautasahaa, jossa on hieno hammas ja jiirauslaatikko.
Trimmeri. Kun järjestelmissä käytetään metallifoliolla vahvistettuja putkia lämmitys ja lämmin vesi putken seinien irtoamisen estämiseksi korkeissa lämpötiloissa tapahtuvan vesivasaran aikana, on suositeltavaa poistaa sisäkalvokerros enintään 2 mm:ltä. Trimmerin avulla saat myös tasaisen viisteen ja poistat mahdolliset purseet.
Viivain ja kynä. Putkeen on tarpeen mitata ja merkitä suositeltu hitsaussyvyys. Jos et noudata putkien syventämistä liittimiin hitsauksen aikana, sisälle voi muodostua polypropeenirullia, mikä kaventaa putken välystä. Myös merkit päälle putket ja liittimet ovat hyödyllisiä putkien hitsaus tietyssä suhteellisessa asennossa.
Alkoholipyyhkeet. Polypropeeniputken hitsauspaikka on puhdistettava perusteellisesti pölystä ja rasvasta, jotta estetään kapillaarikanavien muodostuminen hitsattavan materiaalin paksuuteen.
Hitsauskone vaihdettavilla suuttimilla (karaliittimet). Useimpiin tapauksiin sopii tavanomainen ja edullinen hitsauskone, jossa on miekan muotoinen lämmityselementti, jonka teho on jopa 1 kW. Tällainen laite voi hitsata putkia, joiden halkaisija on jopa 63 mm. Ammattimaiset hitsauskoneet ovat tehokkaampia ja tarkempia lämpötilan hallinnassa. Lisäksi ammattikäyttöön tarkoitettujen laitteiden avulla voit lämmittää samanaikaisesti kahta paria eri halkaisijaltaan olevia pistorasioita, jotta et hukkaa aikaa niiden vaihtamiseen hitsattaessa eri halkaisijaltaan olevia putkia.PPR-putkien hitsaukseen vaikeapääsyisissä paikoissa on hitsauskoneita, joissa on ohut pyöreä lämmityselementti, joka voidaan sijoittaa sekä suoraan että 90 asteen kulmaan
Tällaisten hitsauskoneiden pistorasiat valmistetaan yhtenä kokonaisuutena, jossa on reikä lämmityselementille holkin ja karan välissä.
Hitsauskonetta valittaessa on tärkeää kiinnittää huomiota siihen, että sarjan hylsyt on päällystetty tarttumattomalla teflonpinnoitteella (jota kutsutaan nimellä PTFE), jotta muovi ei tarttuisi hylsyihin. Kotikäytössä kaksi lämmityksen merkkivaloa riittää: punainen (toiminnan merkkivalo) ja vihreä (osoittaa, että asetettu lämpötila on saavutettu)
Lämmönsäätimen kahvassa on oltava selkeä asteiko ja hyvä kiinnitys valittuun asentoon.
Hitsauskoneen telineeseen ei tule ylimääräistä puristinta: sen avulla voit kiinnittää koneen niin, että se ei liiku, kun lämmitetyt putket irrotetaan.
Polypropeeniputkien halkaisijat
Putket, joilla on suurin halkaisija - kahdestasadasta millimetristä ja enemmän. Tämän tyyppisiä polypropeeniputkia käytetään useimmiten myymälöiden, suurten kauppakeskusten, sairaaloiden ja muiden laitosten rakentamiseen, joissa putken kuormitus on suurin suurten alueiden lämmittämisen vuoksi.
Talojen rakentamiseen polypropeeniputket ovat merkityksellisempiä, ja niiden halkaisija on pienempi - 20-32 millimetriä. Kuten lukuisat arvostelut sanovat, niillä on merkittäviä suorituskykyominaisuuksia, ja lisäksi ne ottavat tarvittavan muodon melko helposti ja ilman ongelmia, mikä on kiistaton plus.
Kahdenkymmenen millimetrin putki sopii parhaiten kuuman veden syöttöön liittyviin järjestelmiin.Kaksikymmentäviisi millimetriä - nousuputkiin ja keskuslämmitysjärjestelmien asennukseen. Pienin halkaisija, kuusitoista millimetriä, on tarkoitettu lattialämmitysjärjestelmän asentamiseen.
Näin saimme selville, mikä halkaisija polypropeeniputkilla yleensä voi olla, sekä näiden putkien pääkäyttöalueet. Seuraavaksi puhumme siitä, mikä muodostaa kytkentäkaavion.
Asennuskaavio
Erikoissivustot tarjoavat yksityiskohtaisia ohjeita putkien asennussuunnitelmista valokuva- tai videomateriaalin muodossa. Pohditaan alla, kuinka polypropeeniputkijärjestelmän asennuskaavio näyttää yleisesti.
Lämmitys ja itse asennus ottavat huomioon useita tärkeitä vivahteita, jotka yksinkertaistavat huomattavasti työtä ja lisäävät järjestelmän kestävyyttä.

Polypropeeniputkien asennus
Ensinnäkin tämän tyyppiset asennustyöt on suoritettava ympäristön lämpötilassa, joka ylittää viisi celsiusastetta. Asennus suoritetaan kaikenlaisesta lialta ja epätasaisuuksista puhdistetulle pinnalle, mikä varmistaa järjestelmän paremman tiiviyden.
Avoliekin ja kierteiden käyttöä polypropeeniputkia asennettaessa ei voida hyväksyä - tämä heikentää merkittävästi lämmitysjärjestelmän laatua ja pilaa käytetyn materiaalin. Lämmitysjärjestelmän asennuslaitteista tarvitset erityisiä pihtejä, joilla polypropeeniputket leikataan, sähköhitsauskoneen, jolla polyfuusiohitsaus suoritetaan, ja kompensaattorin.






Polypropeeniputkien asennus
Alla on kaavio asennuksesta ja työjärjestyksestä.
- Putken mittaus ja leikkaaminen haluttuun pituuteen. Foliotyyppistä putkea hitsattaessa poistetaan ensin ylä- ja keskikerros.
- Putken pään puhdistus kolhuista.
- Merkitse tussilla syvyys, joka tarvitaan liittimen tarkkaan sisääntuloon. Sen ja pään väliin tulisi jättää noin millimetrin sisennys, jotta vältytään käytävän kaventumiselta.
- Liitoskohdan ja putken pintojen merkintä tussilla.
- Osien samanaikainen lämmitys työntämällä putki ja sovitus hitsauskoneeseen.
- Elementtien kytkentä lämmityksen jälkeen, ottaen huomioon etukäteen tehdyt merkit. Kaikki telineessä olevat viat ja vääristymät tulee korjata välittömästi.
- Sauman jäähdytys, joka kestää noin kaksikymmentäviisi sekuntia.
- Samanlainen muiden elementtien kytkentä.
Kompensaattoria asennettaessa se on asennettava tiukasti silmukka alaspäin. Tämä auttaa välttämään ilman kertymistä sen yläosaan, mikä johtaa veden kierron pysähtymiseen lämmitysjärjestelmässä ja ajan myötä sen peruuttamattomaan hajoamiseen.
Järjestelmän paremman ja nopeamman asennuksen vuoksi on parempi tutustua tätä aihetta koskeviin video-opetusohjelmiin. Tämä antaa visuaalisen kuvan esimerkki työstä ja yksinkertaistaa huomattavasti asennusprosessia, mikä vähentää järjestelmän asennukseen kuluvaa aikaa omin käsin.
Mitä tulee materiaalien etsimiseen, sinun on tutkittava huolellisesti ehdotusten perusta polypropeeniputkien hinta-laatusuhteen ja asennukseen tarvittavien materiaalien suhteen. Kun olet viettänyt jonkin aikaa etsiessäsi sopivinta vaihtoehtoa, saat siten laadukkaimman tuotteen, joka tarjoaa putkille ja lämmityksen kestävyyttä ja vakautta.
Polypropeeniputket kestävät ulkoisia vaikutuksia ja järjestelmän raskaita kuormituksia, jos käytetään oikeaa järjestelmää.Niiden kiistaton etu on, että tällainen järjestelmä on erittäin yksinkertainen asentaa, eikä lämmitystä ole vaikea tehdä omin käsin. Tätä varten tarvitset tarvittavat materiaalit, tarkan työsuunnitelman ja useita video-asennusohjeita.
Näin ollen, kun tiedät mitä lämmitys on ja sinulla on käsitys polypropeeniputkista valmistetun lämmitysjärjestelmän ominaisuuksista, saat maksimaalisen mukavuuden, lämmön ja viihtyisyyden kotiisi tai toiseen huoneeseen.
Lämmitysputkien asennus
Viestintälinjojen asennuksessa käytetään yhä useammin polymeerimateriaaleja. Niillä on erinomaiset tekniset ominaisuudet, eikä niissä ole metallituotteille ominaisia haittoja. Ja lämmityksen asennus polypropeeniputkista on yksinkertaista eikä vaadi apumateriaaleja.