
- Korkeapaineiset puristusliitokset
- Tapa #4: Push-connect-yhteys
- Muut juotosvaihtoehdot: työskentely kupariputkien ja erilaisten metallien kanssa
- Kupariputkien juottamisen vivahteet: miten se tehdään oikein
- Kuinka juottaa kuparilanka alumiiniin
- Kuinka juottaa kuparia ja ruostumatonta terästä
- Kuparin juottaminen raudalla - onko mahdollista
- Kuparituotteiden juotostekniikka
- Leikkaa esine haluttuun pituuteen
- Levitä juokstetta putken pintaan
- Osien liittäminen ennen juottamista
- Saumojen muodostuminen matalan lämpötilan juottamisen aikana
- Saumojen muodostuminen korkean lämpötilan juottamisessa
- Kupariputkien tyypit
- Mitä tarvitaan kupariputkien juottamiseen
- Tarvikkeet ja työkalut
- Juotos ja sulate
- Poltin
- Aiheeseen liittyvät materiaalit
- Missä sovelletaan
- 3 Kuinka juottaa kupariputket?
- Kupariputkien asennus
- Putkiston kokoaminen liittimillä
- Työkalut ja materiaalit
- Kokoamisohjeet
Korkeapaineiset puristusliitokset
Liimapuristustekniikan ja O-rengasmateriaalien kehityksen edistyminen on mahdollistanut liimapuristusten käyttämisen korkeapainejärjestelmiin. Korkeapainejärjestelmät vaativat kuitenkin hieman erilaisia puristusleukakonfiguraatioita.
Tulos liitossolmun valmistamisesta 360º kaksoispuristustekniikkaa käyttäen
Matalapaine-, prosessi- ja ei-lääketieteellisiin painekaasulinjoihin tarkoitetut puristusliitokset käyttävät yhtä standardia kuusikulmaista puristusmuotoa.
Korkeapaineliitos vaatii erityisesti suunniteltujen puristusliittimien ja kiristysleukojen käyttöä 360°:n kaksoispuristusliitoksen aikaansaamiseksi.
Tapa #4: Push-connect-yhteys
Push-in-kokoonpanomenetelmän erottuva piirre on, että asennukseen ei tarvita lisätyökaluja, polttimia, erikoispolttokaasuja tai sähköä. Push-in-asennus varmistetaan integroidulla elastomeeritiivisteellä ja ruostumattomasta teräksestä valmistetun tartuntarenkaan avulla.
Kaikin puolin kätevä ja varsin käytännöllinen käyttöön, tapa koota kokoonpano asettamalla sisään painamalla (push-connect)
Tyypilliset paine- ja lämpötila-alueet työntökokoonpanoille on esitetty taulukossa:
| Kokoonpanotyyppi | Painealue, kPa | Lämpötila-alue, ºC |
| Push-in, D = 12,7 – 50,8 mm | 0 – 1375 | miinus 18 / plus 120 |
Tämän tyyppisille kokoonpanoille on olemassa kaksi yleistä kiinnitystyyppiä. Molemmat vaihtoehdot luovat vahvoja, luotettavia solmukokoonpanoja. Vaikka yhden tyyppisten työntöliitosten avulla kokoonpano voidaan helposti irrottaa asennuksen jälkeen, esimerkiksi järjestelmän huoltoa varten, toinen ei tue tätä kokoonpanoa. Tällä hetkellä varusteet eroavat toisistaan.
Työntöliitäntöjen liitostyypit: vasemmalla - kokoontaitettava malli; oikea - ei erotettava malli
Ennen kokoonpanon kokoamista on suoritettava kaikki valmistelutoimenpiteet kupariputken kanssa, kuten edellä on jo kuvattu
Tässä yhteydessä tulee kiinnittää erityistä huomiota kupariputken viistetyn pään puhdistamiseen hiekkapaperilla, nylon-hiomakankaalla tai saniteettiliinalla. Nämä toimet varmistavat tiivisteen eheyden asettamisen yhteydessä. kupariputki sovitusrungossa
Kokoonpanossa suoritetaan jäykkä työntö, samanaikaisesti kiertyvä liike, joka on suunnattu helan runkoon. Kupariputken liikettä liittimen sisällä suoritetaan, kunnes kupariputki lepää liitokupin takaosaa vasten. Tämä momentti ilmaistaan tavallisesti kuparin pinnalle aiemmin tehdyllä merkinnällä työntösyvyydestä.
Tiedon avulla: Cooper
Muut juotosvaihtoehdot: työskentely kupariputkien ja erilaisten metallien kanssa
Kupariputkien juottaminen vaatii jonkin verran kokemusta tällaisesta työstä. Siksi, jos kotimestari tekee tällaisen työn ensimmäistä kertaa, kannattaa harjoitella etukäteen, jotta jo valmistunutta vesi- tai lämmityslinjaa ei tehdä uudelleen useita kertoja. Kupariputket voidaan juottaa sekä kovajuotteella (kaasupolttimella) että pehmeillä metalliseoksilla. Toisessa tapauksessa kupariputkissa on tarkoituksenmukaista käyttää suuritehoista juotoskolaria.
 Tarkka ja laadukas juotos on avain liitoksen kestävyyteen
Tarkka ja laadukas juotos on avain liitoksen kestävyyteen
Kupariputkien juottamisen vivahteet: miten se tehdään oikein
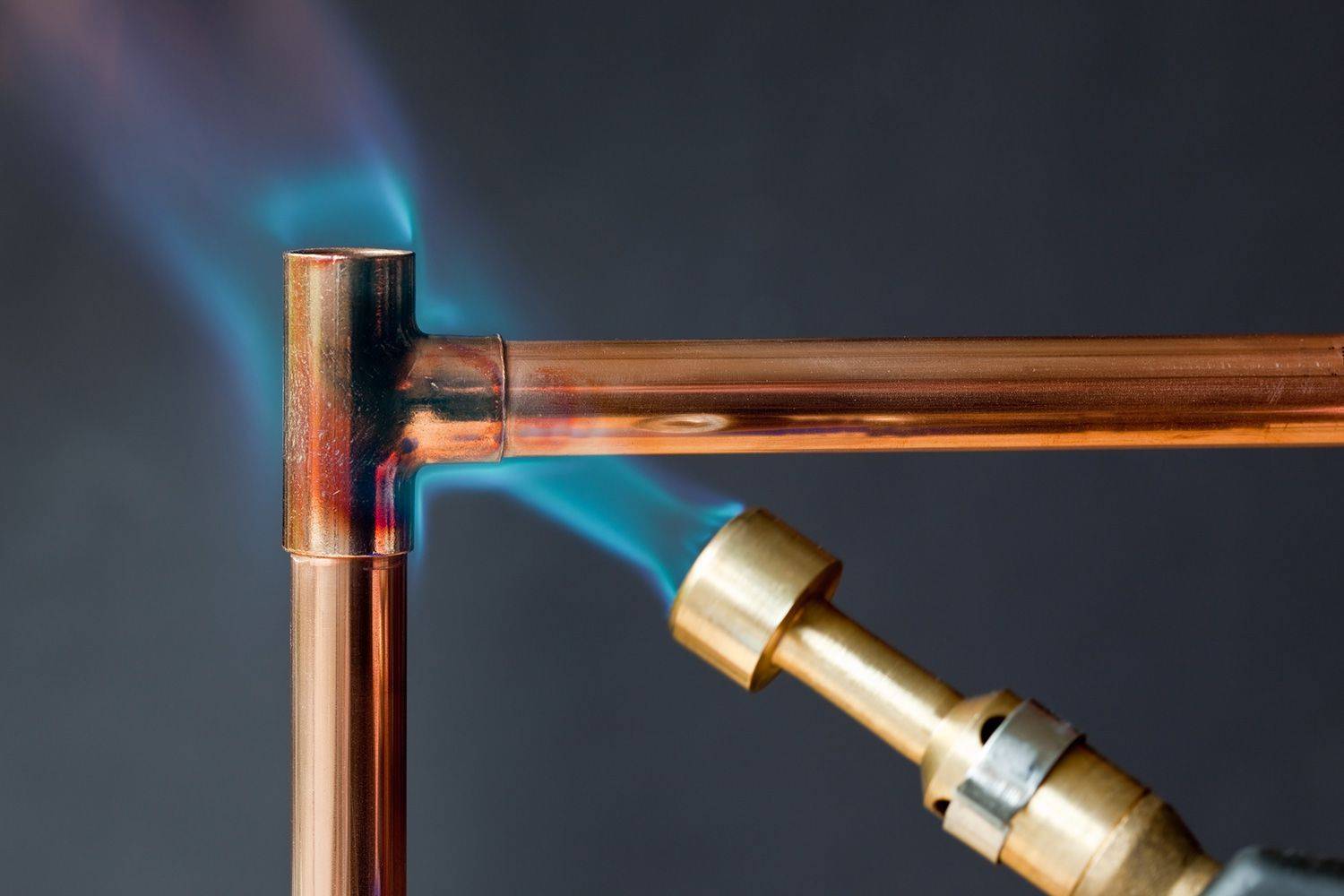
Kupariputkien juottamiseen tarkoitettuna juoksutena on parasta käyttää hartsia. Se levitetään tasaisena kerroksena putken ulkopinnoille, minkä jälkeen liitos asennetaan siihen. Sen takapuolelle on asennettu valtatien toinen osa. Seuraavaksi liitos lämmitetään kaasupolttimella ja juote "asetaan" saumoja pitkin.Korkean lämpötilan vaikutuksesta se sulaa täyttäen sauman ja muodostaen laadukkaan tiiviin liitoksen.
 Joskus joutuu pärjäämään ilman varusteita
Joskus joutuu pärjäämään ilman varusteita
Kupariputkien juottaminen omilla käsillä ei ole liian vaikeaa, mutta tämä työ vaatii huolellisuutta ja tarkkuutta. Tietenkin sanoin kaikkea ei voi selittää ymmärrettävästi, joten tuomme rakkaalle lukijalle videon kuparin juottamisesta kaasupolttimella, josta kaikki tulee selvemmin.
 Katso tämä video YouTubessa
Katso tämä video YouTubessa
Kun olet käsitellyt kysymystä kupariputkien juottamisesta kotona, voit siirtyä seuraavaan ongelmaan, nimittäin ei-identtisten metallien juottamiseen (kupari alumiinilla, raudalla tai ruostumattomalla teräksellä).
Kuinka juottaa kuparilanka alumiiniin
Alumiinin juottaminen kuparilla on melko monimutkainen prosessi. On huomattava, että sama juote tuskin sopii alumiinille kuin kuparille ja päinvastoin. Nämä metallit on paljon helpompi sovittaa yhteen teräsholkin avulla. Vaikka nykyään valmistaja tarjoaa erityisiä juotteita ja sulatteita tällaisiin tarkoituksiin, niiden kustannukset ovat merkittävät, mikä johtaa tällaisen työn kannattamattomuuteen.

Koko ongelma on kuparin ja alumiinin välisessä ristiriidassa. Niillä on erilainen tulenkestävyys, tiheys. Lisäksi alumiini, kun se on vuorovaikutuksessa kuparin kanssa, alkaa hapettua voimakkaasti. Tämä prosessi nopeutuu erityisen nopeasti, kun liitännän läpi kulkee sähkövirta. Siksi tarvittaessa kupari- ja alumiinijohtoliitännät on parasta käyttää WAGO itsekiinnittyviä riviliittimiä, joiden sisällä on Alyu Plus -kontaktitahnaa. Hän poistaa oksidin alumiinista, estää sen myöhemmän esiintymisen ja edistää normaalia kosketusta kuparijohtimien kanssa.









Kun olet selvittänyt kuinka juottaa kupari alumiiniin, voit siirtyä kovempiin metalleihin.
 Joskus tällainen yhteys on välttämätön
Joskus tällainen yhteys on välttämätön
Kuinka juottaa kuparia ja ruostumatonta terästä
Kun juotetaan kuparia ruostumattomalla teräksellä, ei edes juotosmateriaalilla itsessään ole tärkeä rooli, vaan käytetyllä työkalulla, vaikka paljon riippuu kulutustarvikkeista. Tässä tapauksessa hyväksyttävimmät materiaalit ovat:
- kupari-fosfori juote;
- tinahopea (Castolin 157);
- radiotekniikka.
Jotkut käsityöläiset väittävät, että oikealla työskentelytavalla jopa yleisin tina- ja lyijypohjainen juote käy. Pääasia on juoksutteen pakollinen käyttö (booraksi, juotoshappo), perusteellinen lämmitys ja vasta sen jälkeen juottaminen (juotto).
 Kuparin ja ruostumattoman teräksen monimutkainen juotos
Kuparin ja ruostumattoman teräksen monimutkainen juotos
Tällaiset yhdisteet ovat harvinaisia, ja siksi erikoistuneet juotokset tällaisiin tarkoituksiin ovat melko kalliita.
Kuparin juottaminen raudalla - onko mahdollista
Tämä vaihtoehto on mahdollista, mutta tietyin ehdoin. Esimerkiksi yksinkertainen propaanipoltin ei enää sovellu lämmittimeksi. Sinun on käytettävä propaania hapen kanssa. Booraksia tulisi käyttää juoksutteena, mutta messinki toimii juotteena. Vain tässä tapauksessa voimme toivoa normaalia tulosta. Ei ole vaikeaa ostaa juotetta kuparin juottamiseen raudalla tai ruostumattomalla teräksellä. Tärkeintä on ymmärtää, ovatko lisäkustannukset perusteltuja.
 Myös kupari- ja rautaputkien juottaminen on mahdollista
Myös kupari- ja rautaputkien juottaminen on mahdollista
Ja nyt tarjoamme tarkastella, kuinka huolellisesti kotikäsityöläiset voivat suorittaa työskentelyä valtateiden putkien juottamisessa eri tarkoituksiin.
1/5





Kuparituotteiden juotostekniikka
Työkalujen ja materiaalien valmistuksen jälkeen putket juotetaan, joka koostuu seuraavista vaiheista:
- aihioiden leikkaaminen segmenteiksi;
- rasvanpoisto ja oksidien poisto;
- elementtien telakointi;
- juotteen levittäminen liitoslinjaan.
Leikkaa esine haluttuun pituuteen
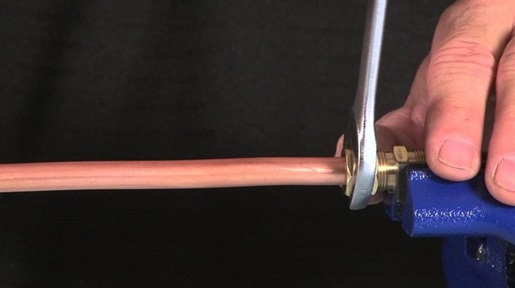
Kupariputkien hitsaus alkaa putkilinjan merkitsemisellä, joka sitten leikataan halutun pituisiksi elementeiksi. Merkinnässä on otettava huomioon putkien liittämiseen tarvittava pituusmarginaali pään laajentamisen jälkeen. Kädessä pidettävä leikkaustyökalu mahdollistaa putken kiinnittämisen, minkä jälkeen kovametallitela rullataan työkappaleen ulkopinnan ympärille. Putken runkoa leikattaessa rullaa painetaan säätöpultilla, jolloin saadaan tasainen leikkaus.
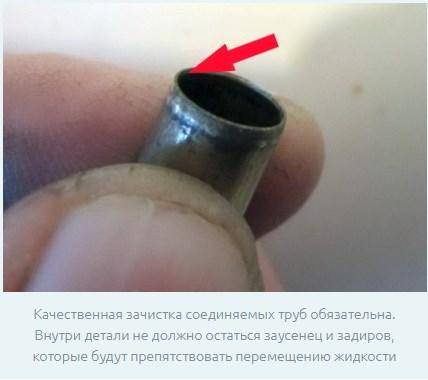
On sallittua leikata aihioita rautasahalla ja erityisellä mallilla, joka varmistaa leikkauksen kohtisuoran. Leikkaamisen aikana putken puristaminen ei ole sallittua, koska ulkopinnan soikeaisuus huonontaa liitoksen tiiviyttä (johtuen raon muutoksesta, jota ei täytetä juotteella). Tuloksena oleva salama poistetaan hiekkapaperilla ja metalliharjalla. Sitten yksi reunoista käsitellään laajentimella, mikä luo tiiviin liitoksen, jolla on lisääntynyt lujuus.
Levitä juokstetta putken pintaan
Kupariputkien tee-se-itse-hitsaus vaatii oksidien poistamista liitettävien osien pinnalta. Aihiot pyyhitään rasvanpoistoaineella (esimerkiksi asetonilla) ja sitten liitettyihin reunoihin levitetään reagenssia. Ei ole suositeltavaa käyttää suurennettua annosta fluxia, vaikuttavaa ainetta levitetään tasaisesti ohuena kerroksena yhteysalueelle. Reagenssin levittämiseen käytetään sivellintä, joka ei jätä kuituja pintaan.
Osien liittäminen ennen juottamista
Fluxin levittämisen jälkeen putket yhdistetään, elementit on suositeltavaa liittää välittömästi pinnan voitelemisen jälkeen (pölyn laskeutumisen riskin vähentämiseksi). Osat pyörivät suhteessa toisiinsa liitettyinä, mikä mahdollistaa vuon jakautumisen ja tarjoaa tiukan istuvuuden. Saumasta puristettu reagenssi poistetaan kuivalla kankaalla, sulatteen pitäminen ei-rautametallien päällä on kiellettyä, koska materiaalin tuhoutuminen alkaa.
Saumojen muodostuminen matalan lämpötilan juottamisen aikana

Matalan lämpötilan teknologiassa käytetään sulatetta, joka on suunniteltu vähentämään rakenteen kuumenemista kytkennän aikana. Kupariputkien juottaminen kaasupolttimella mahdollistaa polttimen syöttämisen liitäntäalueelle, poltin liikkuu liitosta pitkin varmistaen osien tasaisen kuumenemisen. Sitten käteen otetaan juotostanko, joka syötetään putkien väliseen rakoon. Sula metalli alkaa levitä pinnoille, poltin poistetaan sivulle, juote täyttää liitoksen lämmitetyn putken lämpötilan vuoksi.










Saumojen muodostuminen korkean lämpötilan juottamisessa
Tulenkestäviä juotoksia käytettäessä putket lämmitetään polttimella korotettuun lämpötilaan. Poltin liikkuu liitosaluetta pitkin, kunnes putki lämpenee kirsikanpunaiseksi (vastaa lämpötilaa 750°C). Sitten polttimen liekillä esilämmitetty juote syötetään liitokseen.
Juotos sulaa joutuessaan kosketuksiin lämmitettyjen putkien kanssa ja täyttää tasaisesti asennusraon. Ylimääräistä juotetta ei tarvita, koska materiaali jää putkiston ulkopuolelle. Menettelyn päätyttyä on tarpeen odottaa 2-3 minuuttia, kun liitoksen lämpötila laskee ja juote kiteytyy, juoksutusainejäämät poistetaan.Liitoksen lisätyöstöä ei tarvita.
Kupariputkien tyypit
Ennen putkilinjan valmistamista sinun on valittava osat. Ostettujen osien joukossa on kahta tyyppiä:
- Hehkuttamattomat - erittäin lujat elementit, joilla on alhainen sitkeysindeksi. Niille ei tehdä lisälämpökäsittelyä valmistuksen jälkeen.
- Hehkutetut - elementit, joille tehdään lisälämpökäsittely. Niitä säilytetään noin 700 celsiusasteen lämpötilassa. Materiaali saa korkean plastisuusindeksin. Lisälämpökäsittelyn ansiosta ne kestävät paremmin kriittisiä lämpötiloja.
Kupariputkien seinämän paksuus ja kelojen koko, joissa niitä myydään, vaihtelevat. GOST:n mukaan niiden on oltava valmistettu puhtaasta kuparista.
Mitä tarvitaan kupariputkien juottamiseen
Kupariputkien juottaminen, jota ei ole vaikea tehdä omin käsin, ei vaadi kalliita laitteita ja erikoismateriaaleja. Jotta voit toteuttaa sen oikein, tarvitset seuraavat laitteet.
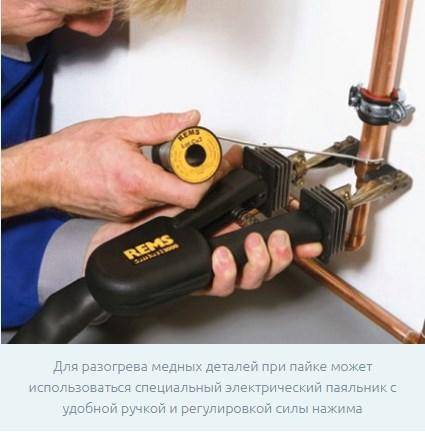
Poltin, jonka ansiosta juote ja putkiosa, johon ne liitetään, lämmitetään. Yleensä tällaiseen polttimeen syötetään propaanikaasua, jonka painetta säätelee hitsausalennus.
Erikoistyökalu kupariputkien leikkaamiseen. Koska tästä metallista valmistetut tuotteet ovat erittäin pehmeitä, ne tulee leikata riittävän varovasti, jotta seiniä ei rypisty. Nykyaikaisilla markkinoilla on tarjolla erilaisia putkileikkureita, jotka eroavat toisistaan sekä toiminnallisuudeltaan että teknisiltä ominaisuuksiltaan.
Tällaisten laitteiden yksittäisten mallien suunnittelu, mikä on tärkeää, mahdollistaa niiden käytön jopa vaikeapääsyisissä paikoissa.
Putken laajennin on laite, jonka avulla voit laajentaa kupariputken halkaisijaa, mikä on tarpeen paremman juottamisen varmistamiseksi. Erilaisissa kupariputkista asennetuissa järjestelmissä käytetään saman osan elementtejä, ja niiden yhdistämiseksi laadukkaasti on tarpeen lisätä hieman yhden liitetyn elementin halkaisijaa. Juuri tämän ongelman ratkaisee tällainen laite, kuten putken laajennin.
Juuri tämän ongelman ratkaisee tällainen laite, kuten putken laajennin.
Kupariputken soihdutussarja
Laite kupariputkien päiden viistoon. Leikkauksen jälkeen osien päihin jää purseet, jotka voivat häiritä laadukkaan ja luotettavan liitoksen saamista. Niiden poistamiseksi ja putkien päille vaaditun kokoonpanon saamiseksi käytetään viistettä ennen juottamista. Nykyään markkinoilla on kahta päätyyppiä viistelaitteita: ne on sijoitettu pyöreään runkoon ja valmistettu lyijykynän muodossa. Kätevämpiä käyttää, mutta myös kalliimpia, ovat pyöreät laitteet, jotka voivat käsitellä pehmeitä kupariputkia, joiden halkaisija on enintään 36 mm.
Kupariputkien valmistelemiseksi juottamista varten on tarpeen poistaa kaikki epäpuhtaudet ja oksidit niiden pinnalta. Näihin tarkoituksiin käytetään harjoja ja harjoja, joiden harjakset on valmistettu teräslangasta.
Kupariputkien juottaminen suoritetaan yleensä kovajuotteella, jonka lämpötila voi olla korkea ja matala. Korkean lämpötilan juote on kuparilanka, jonka koostumuksessa on noin 6 % fosforia. Tällainen lanka sulaa 700 asteen lämpötilassa, kun taas matalan lämpötilan tyypille (tinalanka) 350 astetta riittää.
Kupariputkien juotostekniikkaan kuuluu erityisten sulatteiden ja tahnojen käyttö, jotka suorittavat suojaavan toiminnon. Tällaiset juoksutteet eivät vain suojaa muodostunutta saumaa ilmakuplien muodostumiselta siihen, vaan myös parantavat merkittävästi juotteen tarttuvuutta putkimateriaaliin.
Kupariputkien juottamiseen tarvitaan sulatteen, juotteen ja muiden peruselementtien lisäksi lisätyökaluja, joita löytyy joka työpajasta tai autotallista. Kuparituotteiden juottamiseksi tai hitsaamiseksi valmistele lisäksi:
- tavallinen merkki;
- ruletti;
- rakennuksen taso;
- pieni harja jäykillä harjaksilla;
- vasara.
Ennen työn aloittamista on myös tärkeää päättää kuinka juottaa kuparia putket. Päävaihtoehtoja voi olla kaksi: kuparin juottaminen (harvemmin käytetty) ja pehmeä juotos. Tätä ongelmaa ratkaistaessa on tärkeää edetä siitä tosiasiasta, että yhden tai toisen juotteen käytölle on olemassa vaatimuksia
Joten kovia juotteita käytetään jäähdytysyksiköiden ja ilmastointilaitteiden juottamiseen. Kaikissa muissa tapauksissa (vesijärjestelmät, lämmitysjärjestelmät jne.) voidaan käyttää tinalankaa. Mutta riippumatta siitä, mikä tekniikka valitaan, on muistettava, että vuo on joka tapauksessa tarpeen.
Tätä ongelmaa ratkaistaessa on tärkeää edetä siitä tosiasiasta, että yhden tai toisen juotteen käytölle on asetettu vaatimuksia. Joten kovia juotteita käytetään jäähdytysyksiköiden ja ilmastointilaitteiden juottamiseen.
Kaikissa muissa tapauksissa (vesijärjestelmät, lämmitysjärjestelmät jne.) voidaan käyttää tinalankaa. Mutta riippumatta siitä, mikä tekniikka valitaan, on muistettava, että vuo on joka tapauksessa tarpeen.

Harjat kupariputken sisäpinnan kuorimiseen ennen juottamista
Tarvikkeet ja työkalut
Putkien ja liitososien lisäksi tarvitset myös polttimen, juotteen ja sulatteen - itse juottamiseen. Ja myös putken taivutuskone ja muutama siihen liittyvä pikku juttu käsittelyä varten ennen työn aloittamista.










Harja liitososien poistamiseen sisäpuolelta
Juotos ja sulate
Minkä tahansa tyyppisten kupariputkien juottaminen tapahtuu sulatteen ja juotteen avulla. Juotos on metalliseos, joka perustuu yleensä tinaan, jolla on tietty sulamispiste, mutta välttämättä alhaisempi kuin kuparilla. Se syötetään juotosalueelle, kuumennetaan nestemäiseen tilaan ja virtaa liitokseen. Jäähtymisen jälkeen se tarjoaa tiiviin ja kestävän liitoksen.
Kupariputkien amatöörijuottamiseen omilla käsillä sopivat tinapohjaiset juotokset, joihin on lisätty hopeaa, vismuttia, antimonia ja kuparia. Yhdisteitä, joihin on lisätty hopeaa, pidetään parhaina, mutta ne ovat kalleimpia, optimaalisia kuparilisäaineen kanssa. On myös lyijyä lisäämällä, mutta niitä ei tule käyttää putkistoissa. Kaikki nämä juotostyypit tarjoavat hyvän sauman laadun ja helpon juottavuuden.

Flux ja juote ovat välttämättömiä kulutusosia
Pehmeä juote myydään pienissä rullissa, kovajuote myydään pakkauksissa paloiksi leikattuna.
Ennen juottamista liitos käsitellään juoksuttimella. Flux on nestemäinen tai tahnamainen aine, joka saa sulan juotteen virtaamaan liitokseen. Tässä ei ole mitään erityistä valita: mikä tahansa kuparijuuste käy. Tarvitset myös pienen siveltimen juoksutteen levittämiseen. Parempi - luonnollisilla harjaksilla.
Poltin
Pehmeän juotteen kanssa työskentelemiseen voit ostaa pienen käsipolttimen, jossa on kertakäyttöinen kaasupullo. Nämä sylinterit on kiinnitetty kahvaan ja niiden tilavuus on 200 ml.Pienokokostaan huolimatta liekin lämpötila on 1100 °C ja korkeampi, mikä on enemmän kuin tarpeeksi sulattamaan pehmeäjuote.
Sinun tulee kiinnittää huomiota pietsosytytyksen olemassaoloon. Tämä toiminto ei ole tarpeeton - se on helpompi työskennellä
Venttiili sijaitsee manuaalisen kaasupolttimen kahvassa. Se säätelee liekin pituutta (kaasun syötön voimakkuutta). Sama venttiili sulkee kaasun, jos poltin on sammutettava. Turvallisuudesta huolehtii takaiskuventtiili, joka liekin puuttuessa katkaisee kaasun syötön.

Käsipoltin kupariputkien juottamiseen
Joissakin malleissa on liekinohjain. Se ei anna liekin haihtua, mikä luo korkeamman lämpötilan juotosalueelle. Tämän ansiosta heijastimella varustettu poltin mahdollistaa työskentelyn vaikeimmissakin paikoissa.
Kotitalous- ja puoliammattimaisissa malleissa työskennellessäsi on oltava varovainen, ettet kuumenna laitetta liikaa, jotta muovi ei sula. Siksi ei kannata tehdä paljon juottamista kerralla - on parempi antaa laitteiden jäähtyä ja valmistella seuraava liitäntä tässä vaiheessa.
Aiheeseen liittyvät materiaalit
Kupariputkien leikkaamiseen tarvitset putkileikkurin tai metalliterällä varustetun rautasahan. Leikkauksen on oltava tiukasti pystysuora, mikä tarjoaa putkileikkurin. Ja tasaisen leikkauksen takaamiseksi rautasahalla voit käyttää tavallista puusepän jiirilaatikkoa.

putkileikkuri
Putket valmistettaessa ne on puhdistettava. Tätä varten on olemassa erityisiä metalliharjoja ja harjoja (sisäpinnan puhdistamiseen), mutta voit pärjätä hiekkapaperilla, jossa on keskikokoisia ja hienojakoisia.
Purseiden poistamiseksi leikkauksista on olemassa viisteitä. Heidän suunnittelemansa putki sopii paremmin liittimeen - sen hylsy on vain millimetrin murto-osan ulkohalkaisijaa suurempi.Joten pieninkin poikkeama johtaa vaikeuksiin. Mutta periaatteessa kaikki voidaan poistaa hiekkapaperilla. Se vie vain enemmän aikaa.
On myös suositeltavaa käyttää suojalaseja ja -käsineitä. Useimmat kotikäsityöläiset laiminlyövät nämä turvaominaisuudet, mutta palovammat ovat erittäin ärsyttäviä. Nämä ovat kaikki kupariputkien juottamiseen tarvittavat materiaalit ja työkalut.
Missä sovelletaan
Kovilla juotteilla juottaminen on huomionarvoista siitä, että sitä suoritettaessa tuotteiden liitosalue on lämmitettävä vähintään 450 asteen lämpötiloihin.
Tällaisia juotoksia kutsutaan tulenkestäviksi, ja niiden avulla saatu liitos säilyttää lujuusominaisuudet jopa voimakkaalla lämpölämmityksellä.
 Toisin kuin kovajuottaminen, pehmeä juottaminen sisältää alhaisen lämpötilan kulutusosien käytön, jotka tarjoavat luotettavan tartunnan paljon alhaisemmassa lämmössä (noin 200-300 ℃).
Toisin kuin kovajuottaminen, pehmeä juottaminen sisältää alhaisen lämpötilan kulutusosien käytön, jotka tarjoavat luotettavan tartunnan paljon alhaisemmassa lämmössä (noin 200-300 ℃).
Niitä käytetään pääsääntöisesti juotettaessa tuotteita, joita käytetään normaaleissa lämpötilaolosuhteissa, eivätkä ne takaa kosketuksen säilymistä voimakkaan kuumennuksen kanssa.
Kovajuotosten mahdollisuuksia käytetään laajalti niillä alueilla, joilla vaaditaan sauma, joka lujuusominaisuuksiltaan on hitsauksen ja matalan lämpötilan juottamisen välissä.
Samanaikaisesti kiinnitetään erityistä huomiota materiaalien rakenteen säilyttämiseen kosketusvyöhykkeellä, jonka käsittelyn jälkeen ei pitäisi menettää alkuperäisiä ominaisuuksiaan. Kovametalliliitokset ovat useimmiten kysyttyjä seuraavissa tilanteissa:
Kovametalliliitokset ovat useimmiten kysyttyjä seuraavissa tilanteissa:
- metallinleikkaustyökalujen, kovametalliterillä varustettujen leikkurien tuotanto;
- ei-rautametallista ja ruostumattomasta teräksestä valmistettujen säiliöiden ja astioiden valmistuksessa;
- autokorjaamoissa (korjattaessa jäähdyttimiä ja yksittäisiä voimansiirtoelementtejä) sekä paikoissa, joissa hitsauksen käyttö on erittäin epätoivottavaa;
- kun asennetaan ja korjataan jäähdytys- ja lämmönvaihtolaitteisiin asennettuja kovista kupariseoksista valmistettuja putkia, jotka toimivat "kriittisissä" lämpötiloissa tai korkeassa paineessa;
- Ohutseinäisten esineiden ja osien luotettavaan ja kestävään liittämiseen, jotka kärsivät lisääntyneestä kuormituksesta ja elastisista muodonmuutoksista käytön aikana.

Kovajuottotekniikan käyttö varmistaa tuloksena olevan liitoksen tarvittavan lujuuden ja sen ylikuumenemisen kestävyyden. Lisäksi kovametallimenetelmiä käytetään korjattaessa kupari- tai messinkituotteita, jotka altistuvat käytön aikana korkeille lämpötiloille.








Toisin kuin yllä kuvatut juotosmateriaalit, pehmeäjuottosovellukset rajoittuvat normaaleihin käyttöolosuhteisiin. Tätä menetelmää käytetään useimmiten, kun on tarpeen saada luotettava yhteys tuotteille ja osille, jotka on valmistettu sulavista materiaaleista, jotka eivät ole alttiina liialliselle kuumuudelle ja muodonmuutokselle.
Tina-lyijyjuottokoostumukset, jotka ovat yleistyneet, ovat erityisen suosittuja osien "pehmeän" nivelen vuoksi.
3 Kuinka juottaa kupariputket?
Kaava kuparituotteista valmistetun putkilinjan asentamiseksi on hyvin yksinkertainen:
Putkenleikkurilla katkaisemme putken (se tulee asettaa kohtisuoraan leikkauslaitteeseen nähden, jotta saadaan mahdollisimman tasainen reuna) tarvitsemamme pituuden.
Teräsharjaisella harjalla poistamme purseet putkesta ja harjalla puhdistamme sen pinnat
Huomaa - näiden töiden suorittaminen hienorakeisella hiekkapaperilla on ehdottomasti kielletty, koska sen pienet hiukkaset jäävät kuparipinnalle ja heikentävät tartuntatasoa.
Laajennamme putkituotteen toista kappaletta vaadittuun osaan siten, että molemmat segmentit menevät vapaasti toisiinsa (tässä tapauksessa tulisi myös jäädä pieni rako).
Puhdistamme (kaikki samat laitteet) lialta ja purseesta laajennetun tuotteen reunan.
Levitämme juokstetta pienemmän osan putkeen ja levitämme sen siveltimellä pinnalle. On mahdotonta levittää liikaa juoksutetta (tai jakaa se epätasaisesti), koska kuumennettaessa juote voi päästä putkilinjan sisään sen läpi ja muodostaa sinne jäätyneitä pisaroita, jotka järjestelmän toiminnan aikana aiheuttavat melua vettä liikuttaessa.

Sen jälkeen voit liittää putket (laita ne yhdeksi). Samanaikaisesti, jotta juote ei tarttuisi putkeen, ylimääräinen juoksutetta on poistettava kostealla liinalla. Seuraava vaihe menettelyssä on lämmittää tuloksena oleva yhdiste. Saumalämmitystoiminto lopetetaan sillä hetkellä, kun virtaus muuttuu hopeiseksi.
Seuraavaksi liitokseen tuodaan juote, joka sulaa kuumennetusta putkimateriaalista (kaikki tietävät kuparin korkean lämmönjohtavuuden) ilman polttimen lämpöä. Kapillaariilmiön vuoksi juote tunkeutuu liitettyjen elementtien väliin. Juotos on valmis, kun juotospisarat ilmestyvät putkimaisen tuotteen pinnalle.

Sen jälkeen putkien liitoskohdan tulee jäähtyä. Jäähdytyksen aikana et voi kohdistaa mekaanista vaikutusta järjestelmään, samoin kuin yrittää nopeuttaa prosessia kylmän ilman syöttö. Jäähtynyt liitos juottamisen viimeisessä vaiheessa pyyhitään veteen kastetulla liinalla. Tämä varmistaa putkilinjan siistin ulkonäön, jossa ei ole juotos- ja sulatusjäämiä.
Kupariputkien asennus
LVI-järjestelmiä asennettaessa omin käsin on usein tarpeen yhdistää kupariputket muista materiaaleista valmistettuihin tuotteisiin. Lämmitysjärjestelmissä, kylmä- ja kuumavesihuollossa kupariyhdisteet teräksen, muovin ja messingin kanssa ovat turvallisia korroosioprosessien esiintymisen kannalta. Mutta kuparin kosketus galvanoidun teräksen kanssa on vaarallista galvanoiduille putkille ja johtaa niiden tuhoutumiseen elektrolyyttisten prosessien vuoksi. Putkilinjan epäonnistumisen välttämiseksi on välttämätöntä tehdä liitäntä teräksestä kupariin ja varmistaa veden virtauksen suunta.
Ennen työn aloittamista on tarpeen valmistella työkalu kupariputkien asentamiseen lämmitysjärjestelmään tai kuuman tai kylmän veden toimittamiseen. Tätä varten tarvitset: putkileikkurin tai rautasahan metallille, viilan tai kaavin monimutkaisen kokoonpanon osien läsnä ollessa - putken taivuttimen, kaasupolttimen tai kuumailmapistoolin.
Kupariputket tee-se-itse alkaa osilla, joiden pituus on ennalta laskettu. Sitten on tarpeen poistaa putken ulko- ja sisäosat, tarvittaessa kohdistaa leikkaus. Putkentaivuttimen käyttö estää putken litistymisen ja ryppyjen muodostumisen, mikä voi aiheuttaa putkilinjan suorituskyvyn heikkenemistä näissä paikoissa.
Jos putkien halkaisijat eivät ylitä 15 mm, tulee niiden taivutussäteen olla vähintään 3,5 halkaisijaa ja jos yli 15 mm, niin neljä halkaisijaa.Käsin taivutettaessa laadukas taivutus saadaan vain säteellä, joka on yhtä suuri kuin 8 halkaisijaa.
Huolimatta korroosionkestävyydestään kupariputket voivat altistua erittäin vaaralliselle pistekorroosiolle valmistustekniikan rikkomusten, virheellisen juottamisen ja hankaavien sulkeumien aiheuttaman vakavan veden saastumisen vuoksi. Putki syöpyy paikoissa, joissa oksidikalvo tuhoutuu. Yksi tapa välttää tämä prosessi on asentaa suodattimet vesi- ja lämmitysputkiin.
Nykyaikaisilla rakennusmarkkinoilla kupariputket kilpailevat ainutlaatuisen suorituskyvynsä vuoksi melko menestyksekkäästi teräs-, muovi- ja metalli-muovituotteiden kanssa korkeista kustannuksistaan huolimatta.
Vaikka polymeeriputkia käytetään yhä useammin, metallituotteet ovat edelleen suuri menestys. Pääsääntöisesti metallina käytetään kuparia, messinkiä ja terästä. Paremman korroosionkestävyyden ja korkeiden lämpötilojen suhteen erotetaan kupari. Itse asiassa kupariputkien liittämistä käsitellään tässä artikkelissa.
Huolimatta siitä, että kupariputket erottuvat korkeista kustannuksistaan, materiaalin kaikki ominaisuudet huomioon ottaen niiden käyttö on melko perusteltua.
Ensinnäkin ennen kupariputkien liittämistä kannattaa päättää, kuinka ne liitetään, juottamalla tai muuten.
Putkiston kokoaminen liittimillä
Kupariputkien liittäminen liittimiin tehdään vain paikoissa, joihin pääsee tarkastettaviksi. Tämä sääntö johtuu siitä, että liitos ei ole täysin tiivis ja vuotoja voi muodostua ajan myötä.
Kierreliitoksen etuna on, että tarvittaessa korjaukset voidaan tehdä ilman lisäponnistuksia, koska tuloksena oleva liitos on irrotettavissa.
Työkalut ja materiaalit
Putkilinjan kokoamiseen tarvitset seuraavat materiaalit ja työkalut:
- sopivan halkaisijan omaavat kupariputket;
- puristus- tai puristusliittimet;

Erikoislaitteet putkien kokoamiseen
Liitosten tyypit ja lukumäärä valitaan putkilinjakaavion mukaisesti.
- putkileikkuri tai rautasaha;
- putkentaivutin kupariputkille. Laitetta käytetään putkilinjan järjestämiseen, jossa on vähemmän yhteyksiä, mikä lisää järjestelmän lujuutta;
- viila putkien käsittelyyn leikkauksen jälkeen (ennen liittämistä). Lisäksi voit käyttää hienoa hiekkapaperia;
- FUM-teippi kierteiden tiivistämiseen. FUM-teipin lisäksi voit käyttää myös pellavalankaa, Tangit Unilok -lankaa tai mitä tahansa muuta tiivistysmateriaalia;
- jakoavain.
Kokoamisohjeet
Kupariputkilinjan tee-se-itse-kokoonpano liittimillä suoritetaan seuraavasti:
- putkien leikkaaminen putkilinjaa varten. Jokaisen putken pituuden on oltava täysin järjestelmän kehittämisen aikana laaditun suunnitelman mukainen;
- eristävän kerroksen poistaminen. Jos varustetussa putkistojärjestelmässä käytetään eristettyjä putkia mihin tahansa tarkoitukseen, eristekerros poistetaan vahvaa liitosta varten. Tätä varten haluttu osa leikataan veitsellä ja putki puhdistetaan;
- leikattu reuna käsitellään viilalla, hiekkapaperilla, kunnes saadaan sileä pinta. Jos putken päähän jää purseita, kuoppia tai muita epätasaisuuksia, liitos ei ole yhtä tiivis;

Putken kuoriminen ennen liittämistä liittimeen
- tarvittaessa putket taivutetaan;
- liitosmutteri ja puristusrengas asetetaan valmistettuun putkeen;

Kiinnityselementtien asennus liittämistä varten
- putki liitetään liittimeen. Aluksi kiristys tehdään käsin ja sitten jakoavaimella. Kiristyksen aikana holkki tiivistää liitoksen kokonaan, jolloin ylimääräisiä tiivisteaineita ei tarvita. Kuitenkin, kun kupariputki liitetään eri materiaalista valmistettuun putkeen tai liittimeen, tarvitaan lisätiivistys FUM-teipillä.
Sopiva kiinnitys
On tärkeää olla kiristämättä kierteitä liikaa, koska pehmeä kupari muotoutuu helposti.



