- Kuinka pääset alkuun aloittelijana hitsaajana
- Mahdollisia vikoja hitsausliitoksissa ja -saumoissa
- Sähköhitsaustekniikka
- Kuinka sytytä kaari
- Hitsausnopeus
- Hitsausmenetelmät
- Vihje kuusi
- Mitä tarvitset hitsaukseen kotona?
- Mitä muuta tarvitset
- Hitsauselementit
- Sähköhitsauksen perusteet
- Sähköhitsauksen tyypit
- Hitsaustekniikka
- Vaiheittaiset ohjeet hitsaukseen invertterillä
- Työkalut ja välineet
- Laitetyypit
- Työkalut ja välineet
- Hitsaustekniikka
Kuinka pääset alkuun aloittelijana hitsaajana
Tässä on vihdoin edessäsi hitsausinvertteri, hitsaajanaamari ja elektrodit. Tämä ei ole kaikki, mitä kokenut hitsaaja tarvitsee, mutta aloittelija riittää aloittamaan. opetella ruoanlaittoa sähköhitsauksella.
Ensinnäkin, sinun on kytkettävä kaksi kaapelia invertteriin. Toisessa kaapelissa on elektrodipidike ja toisessa maadoitusliitin
Missä on parempi kytkeä mikä kaapeli invertterin plus- tai miinuskohtaan, ei ole vielä niin tärkeää. Voit oppia lisää suorasta ja käänteisestä napaisuudesta oppimalla vähitellen hitsauksen perusteet
Siksi rohkeasti yhdistämme elektrodin pidikkeen invertterin plus-liittimeen ja maadoitetun puristimen negatiiviseen liittimeen, asetamme elektrodin pidikkeeseen ja yritämme kokata. Tässä tapauksessa, ennen kuin sytytät elektrodin, säädä invertterin hitsausvirta oikein.Käytä vain taulukkoa, jossa on elektrodien ja hitsausvirran parametrit (katso yllä), ja valitse sitten sopivin arvo.
Joten ensin sinun on opittava valaista kaari. Tämä tehdään napauttamalla elektrodia kevyesti metallia vasten tai siirtämällä sen kärkeä kevyesti metallin yli. Aloittelijoille on parempi käyttää toista vaihtoehtoa.
Elektrodia ei tarvitse kiinnittää liian kovaa metalliin, koska se tarttuu varmasti pintaan. Heti kun hitsauskaari syttyy, se on pidettävä jatkuvasti palamassa hitsauksen aikana. Tässä tapauksessa elektrodin ja metallipinnan välisen etäisyyden tulee olla noin 2-3 mm (lyhyt kaari).
Jos kaikki toimi sinulle ja kaari palaa, voit yrittää hitsata työkappaleen. Tätä varten kallista elektrodia sivulle ja pidä sitä 40-60 asteen kulmassa. Aloita elektrodin siirtäminen varovasti puolelta toiselle liitosta pitkin. Voit johtaa elektrodia eri tavoin, mutta on yksinkertaisesti mahdotonta hallita kaikkea kerralla.
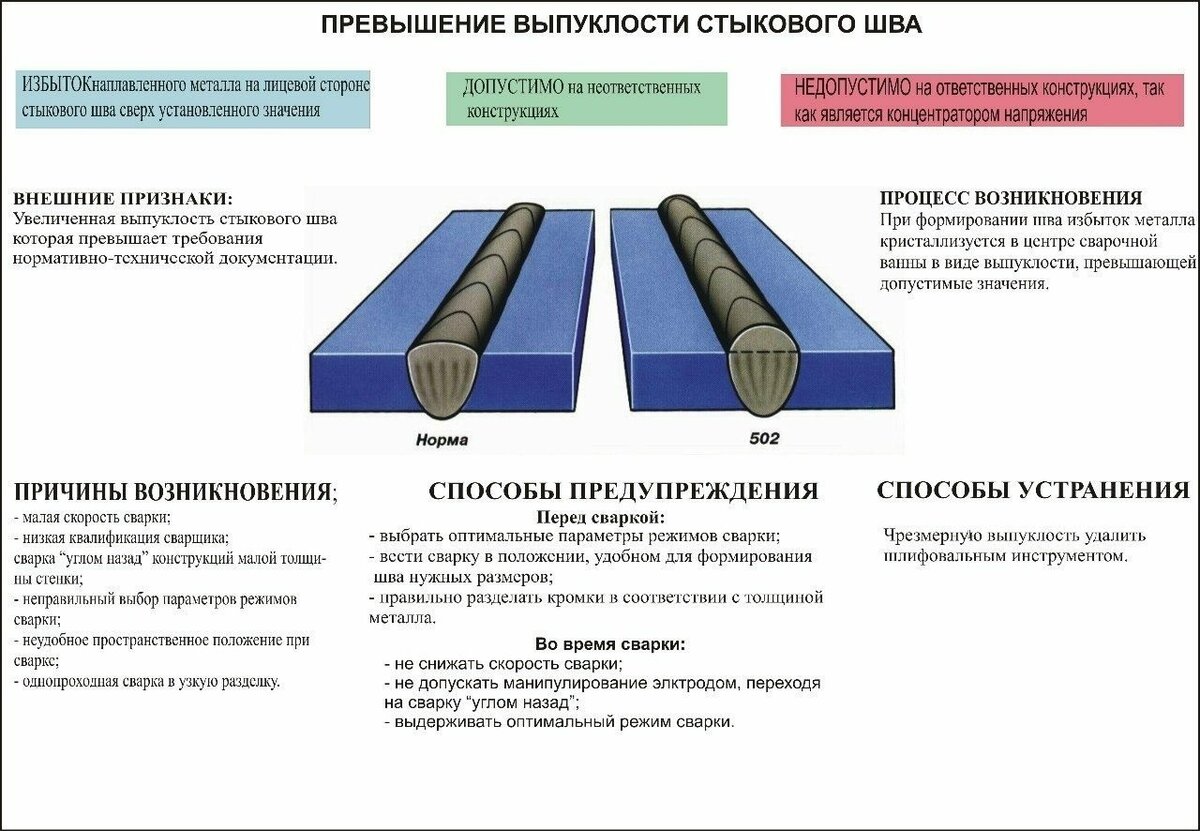
Mahdollisia vikoja hitsausliitoksissa ja -saumoissa
Sähköhitsaus on monimutkainen prosessi, eikä kaikki suju aina ongelmitta.
Työvirheiden seurauksena saumoissa ja liitoksissa voi olla erilaisia vikoja, mukaan lukien:
- Kraatterit. Pienet painaumat hitsauspalossa. Saattaa ilmetä kaaren katkeamisen tai sauman viimeisen fragmentin suoritusvirheen seurauksena.
- huokoset. Hitsaussaumasta tulee huokoinen johtuen osien reunojen saastumisesta ruosteella, öljyllä jne. Lisäksi huokoisuutta voi ilmaantua, kun sauma jäähtyy liian nopeasti, suurilla hitsausnopeuksilla ja työskenneltäessä märillä elektrodeilla.
- Alaleikkaukset. Ne näyttävät pieniltä syvennyksiltä saumahelmen molemmilla puolilla.Ne ilmestyvät, kun elektrodeja siirretään pystyseinän suuntaan hitsattaessa kulmaliitoksia. Lisäksi alileikkauksia muodostuu työskenneltäessä pitkällä kaarella tai jos hitsausvirran arvot ovat liian korkeat.
- Kuonan sulkeumia. Hitsauspalon sisällä on kuonanpalasia. Tämä voi tapahtua, jos reunat ovat likaiset, hitsausnopeus on suuri tai jos hitsausvirta on liian pieni.
Nämä ovat yleisimmät hitsausvirheet, mutta niitä voi olla muitakin.
Sähköhitsaustekniikka
Sähköhitsaus on prosessi, joka tapahtuu korkeiden lämpötilojen vaikutuksesta metallin sulamisen yläpuolella. Hitsauksen seurauksena metallipinnalle muodostuu ns. hitsausallas, joka täytetään sulalla elektrodilla muodostaen siten hitsin.
Siksi sähköhitsauksen toteuttamisen tärkeimmät edellytykset ovat elektrodikaari sytyttäminen, metallin sulattaminen hitsattavien työkappaleiden päällä ja hitsausaltaan täyttäminen sillä. Vaikuttaa siltä, että kaikessa yksinkertaisuudessaan valmistautumattoman henkilön on erittäin vaikea tehdä tämä. Ensinnäkin sinun on ymmärrettävä, kuinka nopeasti elektrodi palaa, ja tämä riippuu sen halkaisijasta ja virranvoimakkuudesta, ja myös pystyttävä erottamaan kuona metallin hitsauksen aikana.
Lisäksi on välttämätöntä ylläpitää tasaista nopeutta ja elektrodin oikeaa liikettä hitsauksen aikana (sivulta toiselle), jotta hitsi on sileä ja luotettava, kestää murtumia.
Kuinka sytytä kaari
Sähköhitsauksen kehittäminen tulee aloittaa oikealla valokaaren sytyksellä. Koulutus on parasta tehdä tarpeettomalla metallipalalla, mutta se ei saa olla ruosteinen, koska se vaikeuttaa tehtävää vakavasti ja saattaa hämmentää aloittelevaa hitsaajaa.
On kaksi yksinkertaista tapaa käynnistää kaari:
- Koskettamalla nopeasti työkappaleen pinnalla olevaa elektrodia ja vetämällä sitä sitten 2-3 mm etäisyydelle. Jos nostat elektrodin yläpuolella olevasta metallista, kaari voi kadota tai muuttua liian epävakaaksi;
- Iskemällä elektrodia hitsattavan työkappaleen pintaan, ikään kuin sytytät tulitikkua. Metallia on tarpeen koskettaa elektrodin kärjellä ja vetää sitä 2-3 cm pinnan yli (hitsauskohtaa kohti), kunnes kaari syttyy.
Toinen valokaaren sytytysmenetelmä sopii parhaiten aloitteleville sähköhitsaajille, koska se on yksinkertaisin. Myös lyhytaikainen metallin ohjaus lämmittää elektrodin, jonka avulla ruoanlaitto on paljon helpompaa.


Kaaren syttymisen jälkeen se tulee pitää mahdollisimman lähellä työkappaleen pintaa, enintään 0,5 cm:n etäisyydellä. Lisäksi tämä etäisyys on pidettävä suunnilleen samana koko ajan, muuten hitsaus olla ruma ja epätasainen.
Hitsausnopeus
Elektrodin nopeus riippuu hitsattavan metallin paksuudesta. Vastaavasti mitä ohuempi se on, sitä nopeampi hitsausnopeus on ja päinvastoin. Kokemus tästä tulee ajan kanssa, kun opit sytyttämään kaari ja alat kokata enemmän tai vähemmän. Alla olevissa kuvissa on havainnollistavia esimerkkejä, joiden avulla voit ymmärtää, millä nopeudella hitsaus suoritettiin.
Jos hitaasti, hitsaussauma osoittautuu paksuksi ja sen reunat sulavat voimakkaasti. Jos päinvastoin elektrodia käytetään liian nopeasti, sauma on heikko ja ohut sekä epätasainen. Oikealla hitsausnopeudella metalli täyttää hitsausaltaan kokonaan.
Lisäksi hitsauksen harjoittamisen aikana on tarkkailtava elektrodin oikeaa kulmaa metallipintaan nähden.Kulman tulee olla noin 70 astetta ja sitä voidaan tarvittaessa muuttaa. Hitsin muodostuksen aikana elektrodin liike voi olla pitkittäistä, translaatiota ja värähtelevää, sivulta toiselle.
Jokainen näistä elektrodien johtamistekniikoista mahdollistaa halutun sauman saavuttamisen, sen leveyden pienentämisen tai suurentamisen sekä joidenkin muiden parametrien muuttamisen.
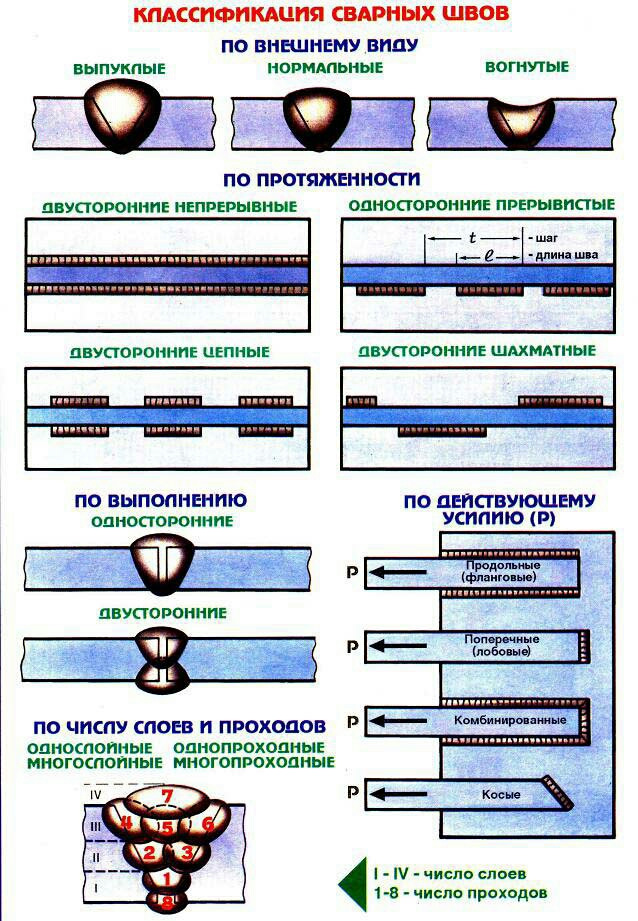
Hitsausmenetelmät
Tällä hetkellä hitsaukseen käytetään monia menetelmiä. Ne on jaettu eri kriteerien mukaan. Nämä tiedot ovat hyödyllisiä aloittelijalle, joten sinun tulee ehdottomasti lukea se.
Kuumennuksesta riippuen tuotteen reunat voivat sulaa kokonaan tai olla muovisessa tilassa. Ensimmäinen menetelmä edellyttää myös tiettyjen voimien kohdistamista liitettäviin osiin - painehitsausta.
Toisessa liitos muodostuu hitsisulan muodostuksen seurauksena, jossa on sulaa metallia ja elektrodi.
On muitakin hitsausmenetelmiä, joissa tuote ei lämpene ollenkaan - kylmähitsaus tai ei saatettu muoviseen tilaan - ultraäänikytkentä.
Hitsausmenetelmät ja -tyypit.
Muut hitsaustyypit on lueteltu alla:
- Seppä.
Tässä menetelmässä yhdistettävien tuotteiden päät kuumennetaan uunissa ja takotaan sitten. Tämä menetelmä on yksi vanhimmista, eikä sitä tällä hetkellä käytännössä käytetä. - Kaasupuristin.
Tuotteiden reunat lämmitetään happi-asetyleeniheimolla koko tason yli ja saatetaan muoviseen tilaan, jonka jälkeen ne puristetaan.Tämä menetelmä on erittäin tehokas ja tuottava. Sitä käytetään kaasuputkien, rautateiden ja koneenrakennuksen rakentamisessa. - Ottaa yhteyttä.
Osat sisältyvät hitsauslaitteiston sähköpiiriin ja virta kulkee niiden läpi. Osien kosketuspisteessä tapahtuu oikosulku, jonka seurauksena risteyksessä vapautuu suuri määrä lämpöä. Se riittää sulattamaan ja yhdistämään metallin. - Butt, spot ja sauma - lajikkeet tuotteen kiinnitysmenetelmästä.
- Rulla.
Sitä käytetään laadukkaita ja luotettavia saumoja vaativien levyrakenteiden liittämiseen. - Termiitti.
Metallia pitää koossa polttamalla termiittiä, rautahilsejauheen ja puhtaan alumiinin seosta. - Atomivesi.
Tuotteen reunat sulavat kahden volframielektrodin välissä palavan kaaren vaikutuksesta. Elektrodit on kytketty erityisiin pidikkeisiin, joiden kautta vetyä syötetään. Tämän seurauksena kaari ja hitsisulan nestemäinen metalli on suojattu vedyllä ilmakehän kaasujen, kuten hapen ja typen, haitallisilta vaikutuksilta. - Kaasu.
Menetelmän ydin on liekin käyttö osien lämmittämiseen ja sulattamiseen. Liekki saadaan polttamalla palavaa kaasua happiatmosfäärissä. Kaasu-happiseos saadaan käyttämällä erityisiä polttimia.
Kaasuhitsausmenetelmällä tarkoitetaan sulahitsausta. Tuotteiden väliset raot täytetään täytelangalla. Tätä menetelmää käytetään laajalti ihmiselämän eri alueilla. Useimmiten löydetty liitettäessä ohutseinäisiä tuotteita, ei-rautametalleja, valurautaa.
Invertterilaitteen kanssa työskennellessä elektrodien napaisuudella ei ole vähäistä merkitystä.Kaaviosta riippuen osan lämmitysintensiteetti muuttuu, minkä ansiosta voit luoda erilaisia hitsausolosuhteita
Vihje kuusi
Juopunut meri polviin asti. Älä koskaan hitsaa alkoholin vaikutuksen alaisena. On parempi lähteä töistä kuin tehdä hitsaus "juomaa". Tämä neuvo on tärkeä Ukrainalle. Minun piti katsoa, kuinka neljännen luokan hitsaaja solmi avioliiton hitsattuaan humalassa. Seuraavana päivänä hän ei voinut uskoa silmiään. Hän kiisti sen olleen hänen työnsä. Jos suunnittelu on vastuullista, kaikki on paljon pahempaa. Eräässä rakennusliikkeessä työmaalle lähetettiin hitsaaja, joka ei kyennyt tekemään pystysaumaa, ja hänen tehtäviinsä kuului parvekkeiden ja kaiteiden asennus ja asennus. Kuvittele nyt, että hän teki tämän työn suurimman osan ajasta humalassa. Muuten, näissä pilvenpiirtäjissä on jo ihmisiä, eikä rakennusyritystä ole ollut olemassa pitkään aikaan.



Mitä tarvitset hitsaukseen kotona?
Työn suorittamiseen tarvitset ensinnäkin hitsauskoneen. Siitä on useita lajikkeita.
Päätetään kumpaa valitsemme parempana.
- hitsausgeneraattori. Erottuva piirre on kyky tuottaa sähköenergiaa ja käyttää sitä kaaren luomiseen. Se on hyödyllinen, jos ei ole virtalähdettä. Sillä on vaikuttavat mitat, joten sitä ei ole kovin kätevä käyttää.
- hitsausmuuntaja. Laite muuntaa verkosta tulevan vaihtojännitteen eritaajuiseksi vaihtojännitteeksi, joka on tarpeen hitsauksessa. Laitteet ovat helppokäyttöisiä, mutta niillä on merkittävät mitat ja ne reagoivat negatiivisesti mahdollisiin jännitepiikkiin.
- Hitsaus tasasuuntaaja.Laite, joka muuntaa verkosta tulevan jännitteen tasavirraksi, joka on välttämätön sähkökaaren muodostumiselle. Eroavat kompaktissa ja korkeassa työn tehokkuudessa.
Kotikäyttöön suositaan invertterityyppistä tasasuuntaajaa. Niitä kutsutaan yleensä yksinkertaisesti inverttereiksi. Laite on erittäin kompakti. Työskenneltäessä se ripustetaan olkapäälle. Laitteen toimintaperiaate on melko yksinkertainen.
Se muuntaa suurtaajuusvirran tasavirraksi. Työskentely tämän tyyppisellä virralla tarjoaa korkealaatuisimman hitsin.
Hitsausgeneraattori voi toimia ilman verkkoa. Se tuottaa sähköä itse. Järjestelmä on erittäin tilaa vievä, sen kanssa on melko vaikea työskennellä.
Invertterit ovat taloudellisia, ne toimivat kotiverkosta. Lisäksi on parempi työskennellä heidän kanssaan aloittelijalle. Niitä on erittäin helppo käyttää ja ne tarjoavat vakaan valokaaren.
Invertterien haittoja ovat muiden laitteiden korkeammat kustannukset, herkkyys pölylle, kosteudelle ja virtapiikeille.
Kun valitset invertteriä kotihitsaukseen, kiinnitä huomiota hitsausvirran arvoihin. Minimiarvo - 160-200 A
Lisävarusteominaisuudet voivat helpottaa aloittelijan työtä.
Näistä miellyttävistä "bonuksista" on syytä huomata:
- Hot Start - mikä tarkoittaa syötetyn alkuvirran kasvua hitsauskaaren syttyessä. Tämän ansiosta kaari on paljon helpompi aktivoida.
- Anti-Stick - vähentää automaattisesti hitsausvirtaa, jos puikkotanko on juuttunut. Tämä helpottaa sen irrottamista.
- Arc Force - lisää hitsausvirtaa, jos elektrodi tuodaan työkappaleeseen liian nopeasti. Tässä tapauksessa tarttumista ei tapahdu.
Minkä tahansa tyyppisen hitsauskoneen lisäksi tarvitaan elektrodeja. Heidän merkkinsä valitaan parhaiten erityisen taulukon mukaan, joka osoittaa hitsattavan materiaalin tyypin.
Tarvitset myös hitsausmaskin. Parasta on se, jota pidetään päässä. Mallit, joita haluat pitää kädessäsi, ovat erittäin epämukavia.
Hitsauksen kanssa on tarpeen työskennellä vain suojapuvussa. Erityinen naamio suojaa silmiäsi ultraviolettisäteilyltä ja roiskeilta, tiukka puku ja kangaskäsineet estävät palovammoja
Naamio voi olla yksinkertainen sävytetty lasi tai niin kutsuttu "kameleontti". Jälkimmäinen vaihtoehto on parempi, koska valokaaren ilmaantuessa lasi tummuu automaattisesti.
On tarpeen työskennellä vain erityisissä vaatteissa, jotka suojaavat roiskeilta ja ultraviolettisäteilyltä. Se voi olla paksu puuvillahaalari, saappaat tai korkeat saappaat, kangas tai kumikäsineet.
Mitä muuta tarvitset
Hitsauskone ilman elektrodeja on täysin hyödytön yksikkö. Elektrodit ovat kulutustarvikkeita, ne ovat myös erilaisia: kuluvia ja ei-kuluvia, metallisia (valmistettu teräksestä, kuparista ja muista metalleista) ja ei-metallisia, langan tai jäykän tangon muodossa, erilaisilla suojapinnoitteilla jne.
Niille, jotka ihmettelivät, kuinka oikein hitsata elektrodeilla, on parasta aloittaa teräksisellä yleistangolla, jonka paksuus on 3 mm tai 4 mm. Halkaisija on ilmoitettu pakkauksessa, ei ole vaikeaa valita oikeat. Kun olet oppinut työn heidän kanssaan, on mahdollista vaihtaa muihin tyyppeihin, mutta niillä ei todennäköisesti ole kysyntää jokapäiväisessä elämässä.
Elektrodit invertteriin
Hitsaustarvikkeiden lisäksi tarvitset ehdottomasti hitsausmaskin.On täysin mahdotonta työskennellä ilman sitä, muuten voit nopeasti saada palovamman silmän sarveiskalvosta ja monista muista näköongelmista. Parhaat ovat kameleonttilasilla varustetut naamarit. Tai pikemminkin automaattisella valosuodattimella, joka reagoi valaistuksen muutoksiin ja suojaa silmiä haitalliselta säteilyltä.



On myös suositeltavaa hankkia sopivat vaatteet, kengät ja käsineet, jotka eivät pala kipinöistä ja voivat tällöin suojata sähköiskulta.
Työkaluista tarvitset vasaran asteikon lyömiseen saumasta, sekä kaikenlaisia ruuvipuristeita, puristimia ja magneettikulmia, joilla voit kiinnittää hitsattavat osat haluttuun asentoon.
Vähimmäissarja aloittelevalle hitsaajalle
Hitsauselementit
Kun olet hallinnut itsevarmasti hitsausprosessin perusteet, voit jatkaa elementtien yhdistämistä yhdeksi rakenteeksi. Ja myös tässä on hienouksia, jotka liittyvät metallin reaktioon tällaiseen iskuun.
Ensinnäkin, sinun on arvioitava oikein sauman pituus ja varmistettava, että se ei vedä liitettäviä osia liitoksissa. Tätä varten ne on kiinnitettävä tiettyyn asentoon puristimien tai muiden menetelmien avulla. Ja kiinnityksen korjaamiseksi he tarttuvat siihen poikittaissaumoilla useissa paikoissa. Ja vasta sitten ne polttaa.
Hitsausjärjestys riippuu liitoksen pituudesta. Yhdessä suunnassa ja kerralla voidaan hitsata vain lyhyitä, enintään 300 mm pitkiä saumoja. Jos tämä etäisyys on suurempi, on välttämätöntä kompensoida syntyviä jännityksiä ompelemalla pienissä segmenteissä.
Kaaviot saumojen tekemiseen pituudesta riippuen
Ei liian kauniit saumat työn lopussa voidaan leikata huolellisesti ja hioa hiomakoneella.
Sähköhitsauksen perusteet
Hitsatut metalliliitokset ovat nykyään luotettavimpia: kappaleet tai osat sulatetaan yhdeksi kokonaisuudeksi.Tämä tapahtuu korkeille lämpötiloille altistumisen seurauksena. Useimmat nykyaikaiset hitsauskoneet käyttävät kaaria metallin sulattamiseen. Se lämmittää metallin törmäysvyöhykkeellä sulamispisteeseen, ja tämä tapahtuu pienellä alueella. Koska käytetään sähkökaarta, hitsausta kutsutaan myös sähkökaareksi.
Tämä ei ole aivan oikea tapa hitsata)) Tarvitset vähintään maskin
Sähköhitsauksen tyypit
Valokaari voidaan muodostaa sekä tasa- että vaihtovirralla. Hitsausmuuntajat hitsataan vaihtovirralla, invertterit tasavirralla.
Työskentely muuntajan kanssa on monimutkaisempaa: virta on vaihtuvaa, joten hitsattu kaari "hyppää", itse laite on raskas ja tilaa vievä. Edelleen paljon ärsyttävää melua, joka lähtee käytön ja valokaaren ja muuntajan aikana. On vielä yksi haitta: muuntaja "säätää" verkon voimakkaasti. Lisäksi havaitaan merkittäviä jännitepiikkejä. Tämä tilanne ei ole kovin tyytyväinen naapureihin, ja kodinkoneet voivat kärsiä.
Hitsaustekniikka
Sähkökaaren syntymiseen tarvitaan kaksi johtavaa elementtiä, joilla on vastakkaiset varaukset. Toinen on metalliosa ja toinen elektrodi.
Kun elektrodi ja eri napaisuus metalli koskettavat, syntyy sähkökaari. Sen ilmestymisen jälkeen osan metalli alkaa sulaa paikassa, johon se on suunnattu. Samalla elektroditangon metalli sulaa ja siirtyy kaarella sulamisvyöhykkeelle: hitsausaltaalle.
Miten hitsausallas muodostetaan? Ilman tämän prosessin ymmärtämistä et ymmärrä kuinka metallia hitsataan oikein (Voit suurentaa kuvan kokoa napsauta sitä hiiren oikealla painikkeella)
Prosessissa myös suojapinnoite palaa, osittain sulaen, osittain haihtuen ja vapauttaen kuumia kaasuja. Kaasut ympäröivät hitsausallasta ja suojaavat metallia vuorovaikutukselta hapen kanssa. Niiden koostumus riippuu suojapinnoitteen tyypistä. Sula kuona myös pinnoittaa metallin ja auttaa pitämään sen lämpötilan. Jotta hitsaus onnistuu oikein, on varmistettava, että kuona peittää hitsausaltaan.
Hitsaus saadaan aikaan liikuttamalla kylpyä. Ja se liikkuu, kun elektrodi liikkuu. Tämä on koko hitsauksen salaisuus: sinun on siirrettävä elektrodia tietyllä nopeudella

Vaaditusta liitäntätyypistä riippuen on myös tärkeää valita oikein sen kaltevuuskulma ja nykyiset parametrit.
Kun metalli jäähtyy, siihen muodostuu kuonakuori - suojakaasujen palamisen seurauksena. Se myös suojaa metallia kosketukselta ilman sisältämän hapen kanssa. Jäähdytyksen jälkeen se lyödään vasaralla. Tässä tapauksessa kuumat palaset leviävät, joten silmäsuojaus vaaditaan (käytä erityisiä laseja).
Täältä voit lukea kuinka valmistaa parranajopallo ilmapallosta tai tynnyristä. Vain tottua siihen.
Vaiheittaiset ohjeet hitsaukseen invertterillä
Ensinnäkin hitsausta varten on oltava suojaelementit:
- karkea kangas käsineet;
- hitsausmaski, jossa on erityinen silmiä suojaava suodatin;
- karkea takki ja housut, jotka on valmistettu materiaalista, joka ei syty hitsauksen aikana syntyvistä kipinöistä;
- suljetut kengät paksupohjaisilla.
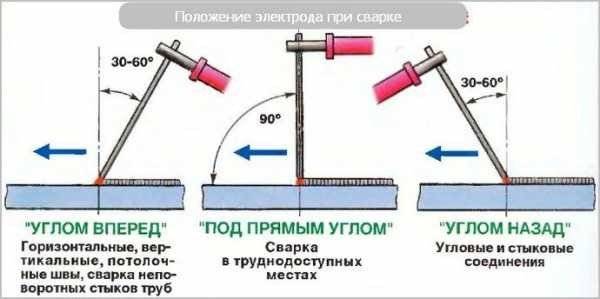
Elektrodin asento hitsauksen aikana.
Ennen kuin aloitat hitsauksen hitsausinvertterillä, sinun on suoritettava tarvittavat toimenpiteet turvallisten työolosuhteiden luomiseksi.
Työpaikan asianmukainen valmistelu on:
- tarjoamalla tarvittavan vapaan tilan pöydälle, kaikki tarpeettomat esineet on poistettava, mutta jotka voivat roiskua;
- korkealaatuisen valaistuksen luominen;
- hitsaustyöt on suoritettava seisomalla puisella kannella, joka suojaa sähköiskulta.
Sitten virtaa säädetään osien paksuudesta riippuen ja valitaan elektrodit. Jälkimmäinen on valmisteltava. Jos ne on ostettu vain jakeluverkosta ja niiden laadusta ei ole epäilystäkään, tämä toimenpide voidaan jättää väliin.
Elektrodien valmistuksen jälkeen massaliitin liitetään tuotteeseen.
Laadukkaan ja luotettavan metalliliitoksen saamiseksi se on valmistettava:
- ruoste poistetaan kokonaan tuotteen reunoista;
- liuottimien avulla puhdistetaan erilaiset epäpuhtaudet;
- viimeisessä vaiheessa reunojen puhtaus tarkistetaan, rasvan, maalipinnan ja muiden epäpuhtauksien läsnäoloa ei voida hyväksyä.
Seuraavaksi sinun on kytkettävä hitsausinvertteri. Harjoittelu on parasta tehdä paksulla metallilevyllä, joka muodostaa sauman rullan muodossa. Tee ensimmäinen liitäntä metalliin, joka on vaakasuorassa pöydällä. Piirrä siihen liidulla suora viiva, jota pitkin sauma kulkee.
Invertterin sähköpiiri.
Prosessissa tällaisen esineen koulutus voi parantaa merkittävästi hitsaustekniikkaa.
Hitsausprosessi alkaa valokaaren syttymisellä.
On kaksi tapaa suorittaa tämä toiminto:
- metallin naarmuuntumista;
- koputtamalla metallia.
Menetelmän valinta riippuu henkilön mieltymyksistä, sytytyksen aikana tärkeintä ei ole jättää hitsausjälkiä liitosalueen ulkopuolelle.
Valokaari sytytetään kosketuksesta metalliin valokaaren syttymisen jälkeen, hitsaaja poistaa elektrodin osan pinnasta kaaren pituutta vastaavan lyhyen matkan ajaksi ja aloittaa hitsauksen.
Tämän seurauksena kahden metalliosan risteyksessä muodostuu hitsaussauma. Se peitetään skaalalla - pinnalla. Se on poistettava. Tämä on erittäin helppo tehdä napauttamalla saumaa pienellä vasaralla.
Työkalut ja välineet
Manuaalinen kaarihitsaustekniikka on suhteellisen yksinkertainen, ja se suoritetaan käyttämällä erikoislaitteita ja elektrodeja. Tarvitset myös aputyökaluja ja suojavarusteita.



Laitetyypit
Tee-se-itse-kaarihitsaukseen voidaan käyttää kolmenlaisia laitteita:
- muuntajat. Tällaisten laitteiden toimintaperiaate perustuu vaihtovirtaan. On huomattava, että ne ovat melko raskaita, voivat aiheuttaa äkillisiä jännitteen muutoksia yleisessä sähköverkossa ja ovat erittäin meluisia. Tasaisen sauman tekeminen muuntajalle on melko vaikeaa, vain kokeneet hitsaajat voivat tehdä sen. Mutta jos aloittelevat käsityöläiset koulutetaan kaarihitsaukseen muuntajan avulla, on paljon helpompaa työskennellä muiden laitteiden kanssa;
- tasasuuntaajat. Laitteiden toiminnasta huolehtivat puolijohdediodit. Tämän tyyppiset yksiköt muuttavat vaihtovirran tasavirraksi. Nämä ovat monipuolisia laitteita. Lähes kaikki elektrodit sopivat niille ja hitsaus voidaan suorittaa eri metalleille. Muuntajaan verrattuna hitsausprosessi on paljon helpompi ja valokaaren vakaus säilyy;
- invertterit. Ne toimivat lähes äänettömästi. Helppokäyttöinen kompaktin ja automaattisen asetusjärjestelmän ansiosta.Käytön aikana laite tuottaa suuritehoista tasavirtaa muuntamalla vaihtovirtaa.
Kaikista laitteista invertterit pidetään parhaimpana. Ne luovat vakaan valokaaren jopa jännitepiikkien aikana ja ovat monikäyttöisiä.
Työkalut ja välineet
Ennen hitsaamista sähkökaarihitsauksella sinun on ensin valmisteltava henkilönsuojaimet ja työkalut:
- hitsauslaitteet ja siihen kiinnitettävät elektrodit. Niiden, jotka ovat juuri oppimassa hitsaustaitoja, tulisi valmistaa lisää elektrodeja;
- aputyökalut. Kaarihitsaustekniikka sisältää hitsauksen aikana syntyneen kuonan poistamisen, ja tätä varten tarvitset vasaran ja harjan metallille;
- suojaava asu. Älä aloita hitsausta ilman erityistä maskia, käsineitä ja tiheistä materiaaleista valmistettuja suojavaatteita. Tällaisia keinoja ei kannata laiminlyödä, koska ihmisten turvallisuus riippuu niistä.
Jos työskentelet laitteen kanssa ensimmäistä kertaa ja haluat oppia oikein hitsaamaan manuaalisella kaarihitsauksella, on suositeltavaa valmistaa harjoitusmetallielementit etukäteen.
Hitsaustekniikka
Tähän mennessä tunnetaan seuraavat sähkökaarihitsaustyypit:
-
Hitsaus ei-kuluvalla elektrodilla.
Elektrodina käytetty volframi (tai grafiitti) sauva ei sula, vaan ylläpitää sähkökaarta. Hitsausmetalli toimitetaan langan tai tangon muodossa. Tämän tyyppinen hitsaus voi toimia myös ilman täyteainetta, juotosrautatilassa.
-
Uppokaarihitsaus.
Elektrodi, joka muodostaa sähkökaaren, syötetään osan peittävään vuokerrokseen.Siten luodaan olosuhteet metallien ihanteelliselle liitoksille, jotka eivät ole alttiina ilman tuhoaville vaikutuksille.
-
Puoliautomaattinen kaarihitsaus.
Elektrodin roolia suorittaa metallilanka, johon syötetään sähkövirta. Kun se sulaa, tapahtuu automaattinen syöttö (jotta kaaren pituus pysyy vakiona). Samanaikaisesti hitsauskohtaan ruiskutetaan suojakaasua - hiilidioksidia tai argonia. Tämän seurauksena hitsin laatu paranee merkittävästi.
Kotona tämäntyyppisiä hitsauksia ei käytännössä käytetä. Siksi siirrytään neljännen hitsaustyypin - manuaalisen kaarihitsauksen - tarkasteluun.
Manuaalinen kaarihitsaus perustuu erikoiselektrodin käyttöön pinnoitteessa
Sähköhitsauskoneet manuaaliseen hitsaukseen jaetaan kahteen tyyppiin - AC ja DC. Vaihtovirran käyttö mahdollistaa korkean suorituskyvyn ja tehon laitteiden suunnittelun. Tasavirran etuna napaisuuden vaihdon puutteesta johtuen on tasaisempi sauma ja vähemmän metalliroiskeita.
Vedenalaisen putkilinjan korjaus
Hitsauskoneen toiminta perustuu sähkökaaren muodostumiseen kahden metalliosan kosketuspisteeseen. Korkea lämpötila (jopa 7000o C) sulattaa materiaalin nestemäiseen tilaan ja tapahtuu diffuusio - sekoittuminen molekyylitasolla.
Olennainen ero hitsauksen ja liimauksen välillä on apumateriaalien puuttuminen - liitettävät osat muuttuvat monoliittiseksi rakenteeksi.
Siksi on ymmärrettävä selvästi, että vain homogeenisia metalleja voidaan käyttää oikeaan hitsaukseen. Et voi hitsata alumiinia rautaan tai kuparia ruostumattomaan teräkseen.Eri materiaalien sulamislämpötilat ovat erilaiset, eikä seosten luominen sisälly hitsauslaitteiden mahdollisuuksiin.
Rautarakenteiden hitsaukseen on olemassa erilaisia hitsauskoneita.
-
Muuntajat. Niitä käytetään muuntamaan verkkovirta, jonka jännite on 220 V, virraksi, jolla on korkean lämpötilan sähkökaaren luomiseen tarvittavat parametrit. Tämä johtuu jännitteen laskusta (enintään 70 V) ja virran voimakkuuden lisääntymisestä (jopa tuhansiin ampeereihin). Nykyään tällaisista laitteista on vähitellen tulossa menneisyyttä, koska ne ovat liian isoja kotikäyttöön ja kuluttavat paljon sähköä. Lisäksi muuntajan toiminta ei ole vakaa ja vaikuttaa negatiivisesti koko verkon tilaan - kun se kytketään päälle, syntyy jännitehäviöitä, herkät kodinkoneet kärsivät. Niitä on yksi ja kolmivaiheinen.
-
Tasasuuntaajat.
Ne muuntavat kuluttajaverkon vaihtovirran tasavirraksi. Tällaisten laitteiden toimintaperiaate perustuu tasasuuntaavien piidiodien käyttöön, joita kutsutaan myös venttiileiksi. Tyypillinen ero DC- ja AC-hitsauskoneen välillä on elektrodin voimakas kuumeneminen positiivisessa navassa. Tämä mahdollistaa hitsausprosessin hallinnan: "hellävarainen hitsaus" asetuksia manipuloimalla säästää merkittävästi elektrodeja metallia leikattaessa.
-
Invertterit.
Pitkään aikaan (vuoteen 2000 asti) niitä ei ollut saatavilla laajaan käyttöön jokapäiväisessä elämässä niiden korkeiden kustannusten vuoksi. Mutta myöhemmin he saivat suuren suosion. Vaihtosuuntaajan toimintaperiaate on muuntaa verkkovirran vaihtovirta tasavirraksi ja sitten taas vaihtovirraksi, mutta jo korkeataajuiseksi virraksi.Ero tämän kaavion ja muuntajahitsauksen välillä on, että muunnetusta tasavirrasta saatu kaari on vakaampi.
Invertterihitsauksen tärkein etu on sähkökaaren dynamiikan paraneminen sekä asennuksen painon ja mittojen merkittävä pieneneminen (verrattuna suoriin muuntajiin). Lisäksi oli mahdollista säätää tasaisesti lähtövirtaa, mikä lisäsi merkittävästi yksikön tehokkuutta ja varmisti valokaaren helpon syttymisen käytön aikana.
Mutta on myös haittoja:
- väliaikaiset käyttörajoitukset, jotka liittyvät elektronisen muunnospiirin lämmitykseen;
- sähkömagneettisen "kohinan", suurtaajuisten häiriöiden luominen;
- ilman kosteuden negatiivinen vaikutus, joka johtaa kondensaatin muodostumiseen laitteen sisällä.




hyvä artikkeli hitsaajalle todella piti paljon hyödyllisiä asioita sanottu.