- Vesi- ja kaasuputkien ominaisuudet ja tekniset ominaisuudet
- Teräsputkien standardit ja mitat
- Parametrit suorille saumoille
- Sähköhitsattujen kierresaumaputkien määräykset
- Vaatimukset saumattomille kuumamuovatuille tuotteille
- Kylmämuovattujen saumattomien putkien standardit
- Vesi- ja kaasutuotteiden ominaisuudet ja ominaisuudet
- Kaavio pallografiittivalurautaputkista
- Tekniset tiedot
- Miksi valita metalli lämmitysjärjestelmiin
- Putkityypit tuotantomenetelmien mukaan
- Saumattomat kuumamuovatut teräsputket GOST 8732
- Putket terästä saumattomat kylmämuodostuneet GOST 8734:n mukaisesti
- Sähköhitsatut teräsputket GOST 10704:n mukaan
- Metalliputkien plussat ja miinukset
- Mitkä ovat teräsputkien GOST-standardit
- Teräsputkien valmistus: perusmenetelmät
- Miten sähköhitsatut suorasaumatuotteet valmistetaan?
- Sähköhitsattujen spiraalisaumatyyppien valmistus
- Kuumamuovattujen saumattomien tuotteiden valmistus
- Kylmämuovattujen putkien tuotannon ominaisuudet
- Yleiskatsaus johtavien valmistajien tuotteista
- Valmistaja #1 - HOBAS-merkki
- Valmistaja # 2 - Lasikomposiittiyhtiö
- Valmistaja #3 - merkki Amiantit
- Valmistaja #4 - Poliek-yhtiö
- Suorakaiteen muotoinen putki
Vesi- ja kaasuputkien ominaisuudet ja tekniset ominaisuudet
VGP-putket ovat tuotteita, joissa on hitsaussauma.Niiden tuotanto on paljon halvempaa kuin umpivalssattujen putkien tuotanto. Jäykät standardit mahdollistavat hitsattujen putkien valmistamisen, jotka eivät ole vahvuudeltaan huonompia kuin kiinteät valssatut putket. Suojaamiseksi sinkkipinnoite levitetään sekä putken sisäpuolelle että sen ulkopuolelle.

Galvanoidut VGP-putket eroavat seuraavista:
- korroosionkestävyys;
- pitkä häiriötön toiminta;
- käytön monipuolisuus;
- suhteellisen alhainen hinta.
Sähköhitsatut putket erottavat mustat (ilman korroosionestopinnoitetta) VGP-putket ja galvanoidut putket. Näiden materiaalien viralliset vaatimukset on määritelty GOST 3262-75:ssä. Tuotannon pyöreät VGP-putket valmistetaan sileiksi, kierteillä tai liittimillä. Kierre eroaa sijainnin (ulkoinen tai sisäinen) ja levitystavan (pyälletty, leikattu) mukaan.
Vierintäkierre ei saa pienentää putken sisähalkaisijaa enempää kuin 10 %. Langan koolle ei ole tiukkoja vaatimuksia - se voi olla joko pitkä tai lyhyt.
Yleistä muotoilluille ja hitsatuille pyöreille teräsputkille on niiden käyttö kaupunkien infrastruktuurissa, joka ei liity liikenneyhteyksiin. Tämä on mainostaulujen suunnittelu, kaupunkien katutilan parantaminen, vierekkäiset alueet, leikkikenttien rakentaminen. Galvanoitujen putkien "ei-ydin" käyttö saavuttaa merkittävän mittakaavan.
Suosittelemme lukemaan: Mikä lämmitys on parempi ja kuinka se asennetaan omakotitaloon
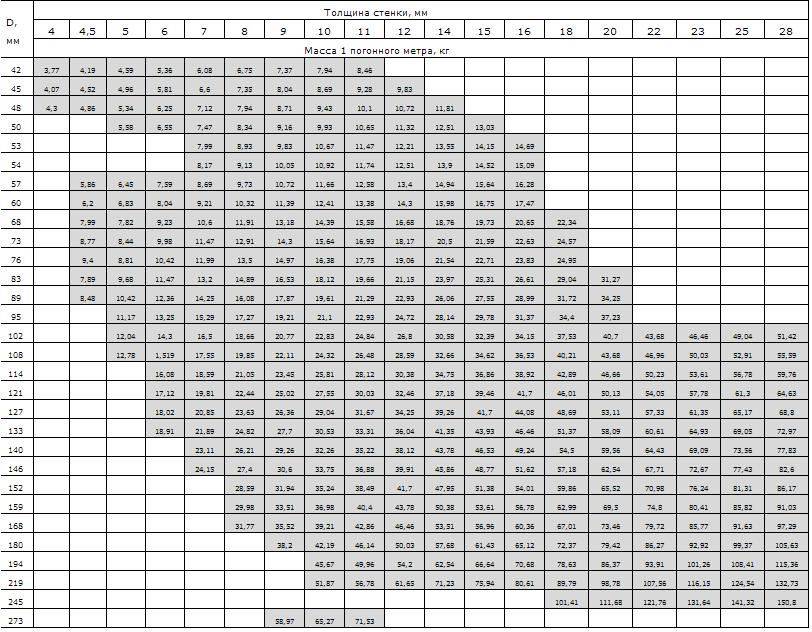
Putkimateriaalin VGP:n merkittävä ominaisuus on seinämän paksuus. Pitkäikäisimmät putket ovat paksuseinäisiä galvanoituja putkia.
On pidettävä mielessä, että putken seinämän paksuus vaikuttaa sen halkaisijaan ja painoon. Galvanoidun VGP-teräsputken ulkomitta pysyy ennallaan seinämän paksuudesta riippumatta.Siten paras läpimeno, ceteris paribus, osoitetaan ohutseinäisellä putkella. Putket valmistetaan taulukossa annettujen mittojen ja painon mukaan, mitat on ilmoitettu millimetreinä.
Työpaineen käänteinen suhde. Ohutseinämäinen putki kestää jopa 25 atm, paksuseinäinen - jopa 35 atm.
Putkia, joiden seinämän paksuus on keskimääräinen, kutsutaan tavallisiksi. Tällaisten putkituotteiden osto tapahtuu painon mukaan, eli kuluttaja ei maksa metristä, vaan hinta on sidottu tuotteen painoon.
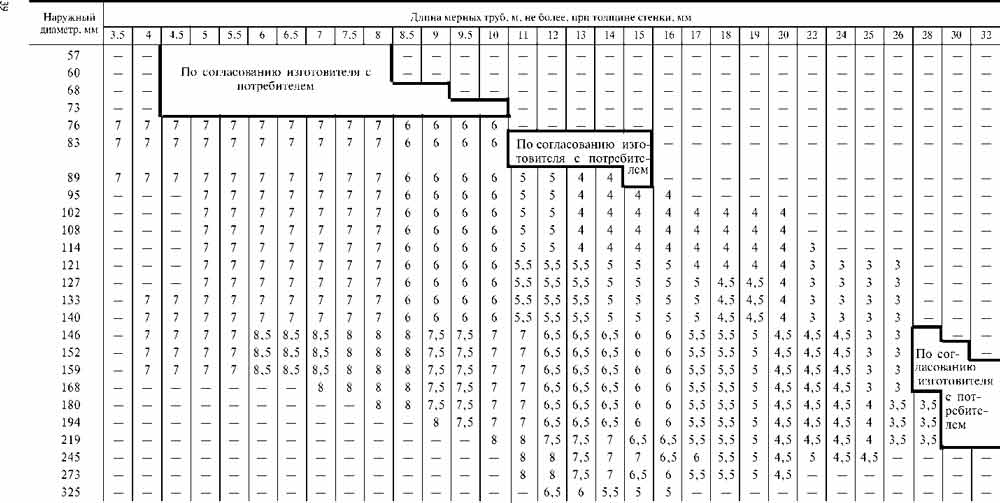
Teräsputkien standardit ja mitat
Valssatusta teräksestä valmistetuille putkille on olemassa erityisiä standardeja ja GOST-standardeja. Nämä parametrit kuvaavat tuotteen valmistusmenetelmää, sen perusmittoja, poikkileikkausta ja seinämän paksuutta. Näihin tietoihin keskittymällä määritetään tietyn osan käyttöalue.
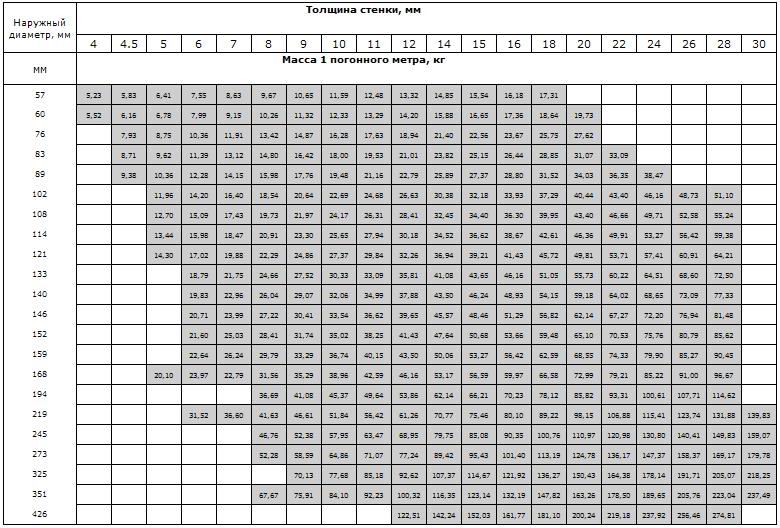
Parametrit suorille saumoille
Suoralla saumalla varustettujen sähköhitsattujen putkien tuotantoa säätelee GOST 10704-91. Hänen mukaansa tuotteen ulkohalkaisija on 10-1420 millimetriä ja seinämän paksuus 1-32 millimetriä.
Vahvike, jonka halkaisija on enintään 426 millimetriä, on mitattu ja mittaamaton pituus. Erikoistapauksissa putket valmistetaan vahvemmalla, vahvistetulla saumalla, mutta niille on erillinen erityinen standardi - GOST 10706.

Suorasaumalla varustetut sähköhitsatut teräsputket ovat monipuolinen materiaali, jolla on monenlaisia sovelluksia. Kohtuullinen laatu ja edullinen hinta tekevät niiden käytöstä merkityksellistä niin suurissa tiloissa kuin jokapäiväisessä elämässä.
Tämän tyyppisiä putkia käytetään useimmiten teknisten viestintäjärjestelmien asettamiseen kohtuullisella paineella ja käytännöllisten, kätevien ja kevyiden metallirakenteiden luomiseen eri tarkoituksiin.
Sähköhitsattujen kierresaumaputkien määräykset
Kierresaumalla varustettujen sähköhitsattujen putkien valmistus tapahtuu standardin GOST 8696-74 mukaisesti. Tällaisten tuotteiden ulkohalkaisija on 159-2520 millimetriä, seinämän paksuus on 3,5-25 millimetriä ja pituus 10-12 metriä.

Kierresaumalla varustetut sähköhitsatut putket ovat kalliimpia kuin pitkittäiset vastineensa. Kustannukset ovat kuitenkin hyvin perusteltuja, varsinkin jos järjestelmä vaatii moitteettoman tarkan, täydellisen yhteyden.
Tällä tavalla valmistetut putket ovat kestävämpiä ja kestävät korkeaa painetta. Standardi mahdollistaa niiden käytön sekä kotitalous- että teollisuustarkoituksiin luotettavien, suljettujen ja toiminnallisesti vakaiden viestintäjärjestelmien luomiseksi.
Vaatimukset saumattomille kuumamuovatuille tuotteille
Saumattomien kuumamuovattujen putkien standardit on kuvattu GOST 8732-78:ssa. Niiden seinämien paksuus on 2,5–75 millimetriä ja halkaisija vaihtelee 20–550 millimetrin välillä. Pituudeltaan, sekä mitattuna että mittaamattomana, koko vaihtelee 4-12,5 metrin välillä.





Kuumalla muodonmuutoksella valmistettuja saumattomia putkia ei käytännössä käytetä jokapäiväisessä elämässä. Useimmiten niitä käytetään teollisuusjärjestelmissä, joissa on lisääntyneet vaatimukset luotettavuudelle ja tiiviydelle.
Tämän tyyppisiä putkia käytetään erittäin myrkyllisten aineiden kuljettamiseen kemianteollisuudelle. Sauman puuttuminen takaa vuotojen ja haitallisten aineiden pääsyn maahan tai ilmakehään mahdottomuuden.
Kyky kestää helposti jatkuvaa korkeaa painetta tekee saumattomista putkista tärkeitä öljy- ja kaasuteollisuudelle.
Kylmämuovattujen saumattomien putkien standardit
Teräskylmävalssatut putket valmistetaan standardin GOST 8734-75 mukaisesti. Vahvikkeen ulkohalkaisija vaihtelee 5 - 250 millimetriä ja seinämän paksuus 0,3 - 24 millimetriä. Tuotteita valmistetaan satunnaisina pituuksina 1,5-11,5 metriä ja mitattuina pituuksina 4,5-9 metriä.

Paksuseinäisiä saumattomia kylmävalssattuja teräsputkia käytetään samalla tavalla kuin kuumatyöstettyjä putkia. Ja ohutseinäisiä käytetään useimmiten siellä, missä tarvitaan moitteettoman lujuuden ja kevyen painon yhdistelmää (ilmailuteollisuus, laivanrakennus jne.)
Kylmämuovauksella valmistetut saumattomat teräsputket osoittavat suurta lujuutta, toiminnallista vakautta ja luotettavuutta koko käyttöajan.
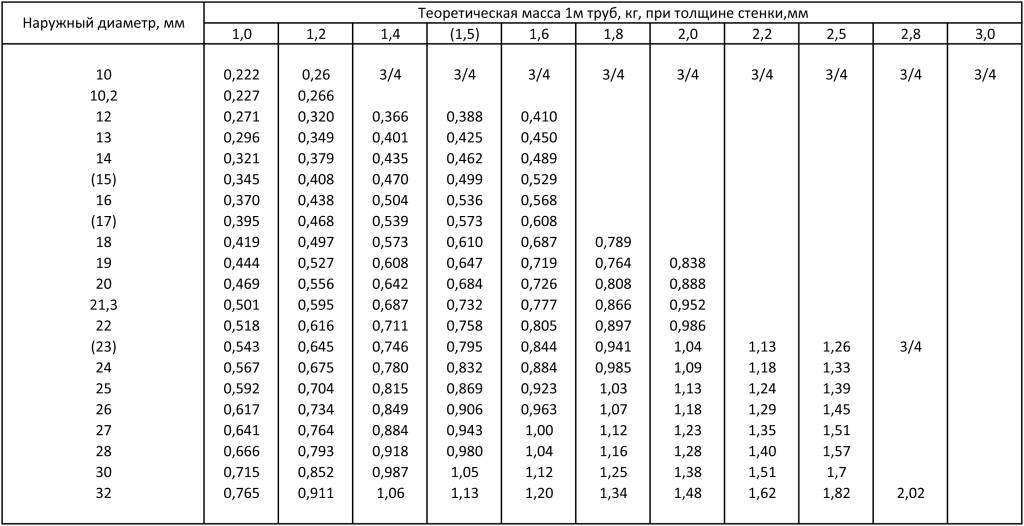
Vesi- ja kaasutuotteiden ominaisuudet ja ominaisuudet
Kaasu- ja vesiputket valmistetaan GOST 3262-75 -määräysten mukaisesti. Erillisessä standardissa tämäntyyppinen valssattu metalli erotetaan vain kapeamman soveltamisalan vuoksi.
Tuotteen ulkohalkaisija on 10,2-165 millimetriä ja seinämän paksuus 1,8-5,5 millimetriä. Satunnaisten ja mitattujen pituuksien kokoalue on sama - 4-12 metriä.

Vesi- ja kaasuputkia käytetään pääasiassa aiottuun tarkoitukseen: vesihuolto- ja kaasuviestintäjärjestelmien järjestämiseen. Joskus niitä käytetään kevyiden rakenteiden luomiseen tai niitä käytetään huonekaluteollisuudessa tyylikkäiden sisustustuotteiden valmistukseen.
Standardi edellyttää tavanomaisten, mutta myös galvanoitujen vesi- ja kaasuputkien tuotantoa.
Kaavio pallografiittivalurautaputkista
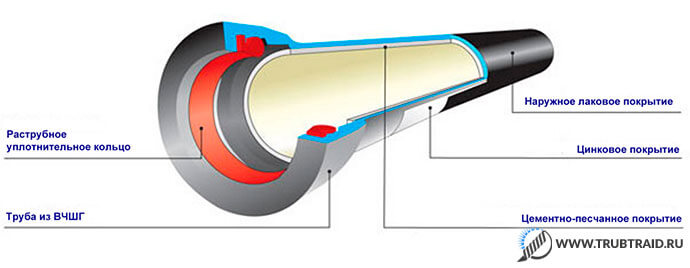 Visuaalinen piirros lujista valurautaputkista pallomaisella dekantterilla
Visuaalinen piirros lujista valurautaputkista pallomaisella dekantterilla
Kuten käy selväksi, suunnittelu koostuu joistakin ulkoisista ja sisäisistä elementeistä:
- Tiivistysrengas: tätä suojakerrosta tarvitaan lisäämään rakenteen lujuutta. Se toimii myös sulakkeena siltä varalta, että putki rikkoutuu tai vääntyy.
- Sinkkipinnoite: välttämätön vähentämään merkittävästi korroosion vaikutusta rakenteen ulkopinnalle.
- Sementti-hiekkapinnoite: toimii eräänlaisena maadoituksena sähkön vaikutusta vastaan putken pintaan. Sähkövirran aiheuttaman onnettomuuden sattuessa tämä suojakerros ottaa iskun suurimman osan.
- VChShG: itse asiassa päämateriaali, josta rakenne on valmistettu.
- Viimeinen kerros: se sisältää vähiten epäpuhtauksia ja seoksia, koska siinä on vähiten kuormitusta.
Tämä kaavio esittää fysikaaliset ja matemaattiset suureet, joiden perusteella laskelmat suoritetaan ja rakenteiden mitat asetetaan.
Kuvaus:
- Bell, D: fyysinen suure, joka luonnehtii perusparametria tuotannon alussa - nollasykliä. Se on perusta putkirakenteiden rakentamiselle.
- Nimellinen läpikulku, DN: nimellisarvo, joka kuvaa kuljetusaineen läpäisevyyttä putken sisäisten kanavien läpi.
- Keskihalkaisija, DE: Ehdollinen parametri, jota käytetään laskemaan sisä-, ulko- ja keskihalkaisijoiden välinen tila.
- Putken seinämän pinta-ala, S: perusparametri putken pääosien laskennassa.
- L ja L1: rakenteen yksittäisten osien pituus.
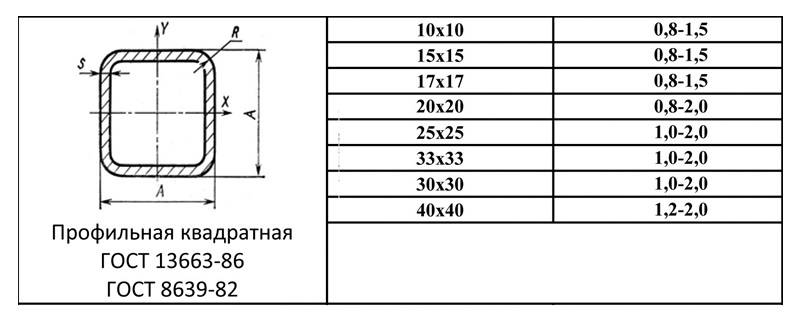
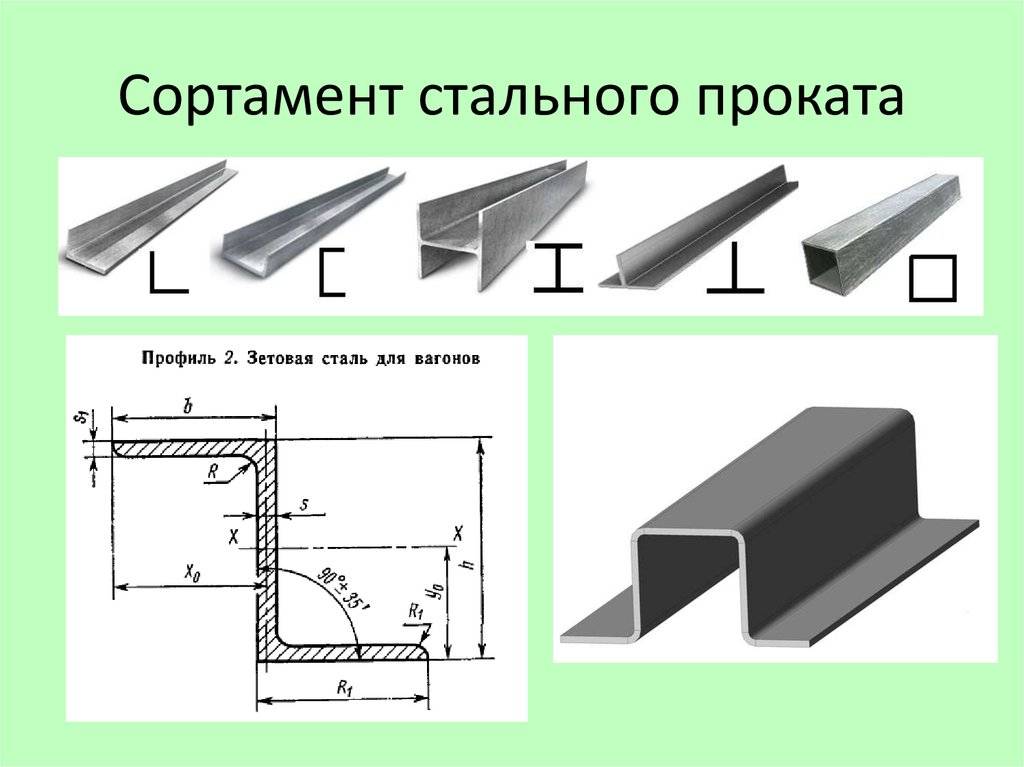
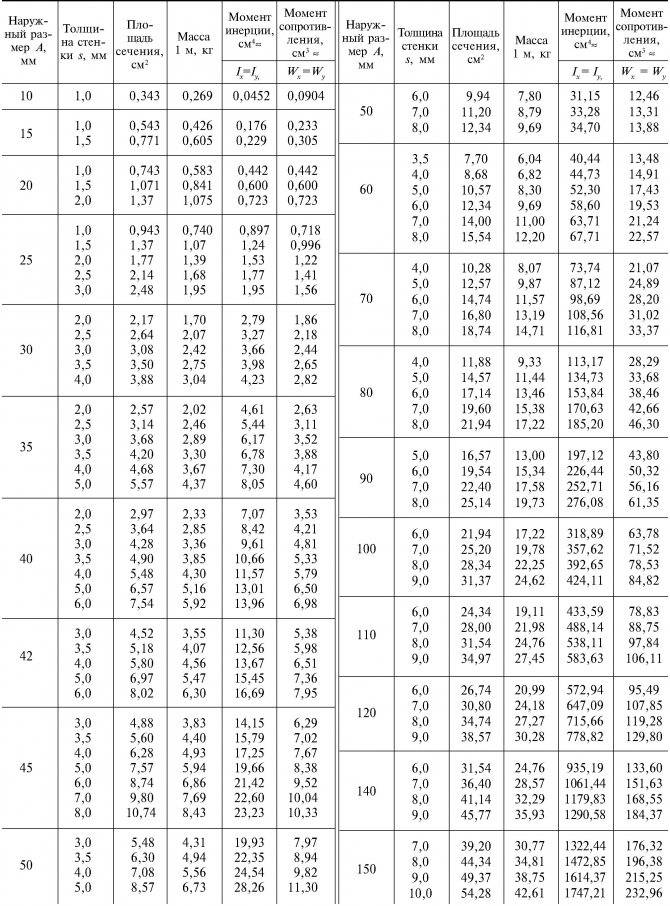
Tekniset tiedot
Harkitse profiiliteräsputken tärkeimpiä teknisiä ominaisuuksia:
- Profiilinäkymä. Sen päätyypit ovat neliö, suorakaiteen muotoinen ja soikea.Tämä kriteeri määrittää putkiprofiilin jaon yleisessä valikoimassa.
- geometriset mitat. Suorakulmaisissa näkymissä nämä ovat leveys ja korkeus. Sekä kunkin segmentin pituus.
- Seinämän paksuus. Melko merkittävä yksityiskohta, koska se määrittää jatkokäytön laajuuden.
- Paino. Yhtä merkittävä arvio, joka määrittää tavaroiden laatutason. Painon ja geometristen mittojen avulla voit selvittää seinämän paksuuden. Tästä tulee erittäin hyödyllistä tilanteissa, joissa pääsy mittauksiin ei ole käytettävissä.
Ammattimaisia teräsputkia kuvattaessa on huomattava, että niiden valikoima määrittää GOST 8639-82. Tässä asiakirjassa erotetaan kolme päätyyppiä profiilista:
- Kylmämuovattu.
- Kuumavalssattu.
- Sähköhitsattu.
 Kaksi ensimmäistä ovat saumattomia ja kolmas on valmistettu levymateriaalista hitsattujen tekniikoiden avulla.
Kaksi ensimmäistä ovat saumattomia ja kolmas on valmistettu levymateriaalista hitsattujen tekniikoiden avulla.
On huomattava, että mikä tahansa putken ominaisuus riippuu useista sen muista indikaattoreista. Näistä syistä voimme päätellä, että GOSTin vastaavien laskettujen arvojen taulukon avulla on helppo selvittää, kuinka korkea laatutaso joltakin toiselta valmistajalta on.
Miksi valita metalli lämmitysjärjestelmiin
Yli 20 vuoden ajan ei käytännössä ollut vaihtoehtoa teräsputkille - hiili (puhekielessä musta metalli), galvanoitu, ruostumaton teräs. Tuolloin he eivät kuulleet kuparin käytöstä lämmitykseen, muoviputkia ei edes mainittu edistyksellisissä tieteellisissä julkaisuissa. Nyt tilanne on muuttunut radikaalisti: useat edulliset korkean teknologian muovit ovat työntäneet metallia voimakkaasti ulos lämmitysjärjestelmistä.

Silti metalliputket ovat edelleen välttämättömiä monissa tilanteissa: kun järjestelmät toimivat erittäin korkeissa käyttöpaineissa, kuumamyymälöissä, kun putkistolta vaaditaan suurta lujuutta.
Putkityypit tuotantomenetelmien mukaan
Seuraavat menetelmät putkilinjan tuotantoon erotetaan: kuumamuovattu, kylmämuovattu, sähköhitsattu. Tuotteiden, valmistusmateriaalien mittoja ja enimmäispoikkeamia säätelevät pyöreän teräsputkien valikoimat, eri valikoimat kullekin tuotantotavalle:
Saumattomat kuumamuovatut teräsputket GOST 8732
Putkien valmistus tapahtuu kolmessa vaiheessa. Alussa 900-1200 asteeseen lämmitettyyn pyöreään aihioon lävistetään reikä erikoiskoneilla, minkä seurauksena saadaan holkki. Seuraavaksi holkki rullataan vetoputkeksi ja viimeinen vaihe on mitoitus, valssaus lopulliset mitat paksuuden ja halkaisijan suhteen.





Tällä valmistusmenetelmällä saatujen tuotteiden mitat voivat olla: ulkohalkaisija 16-630 mm, seinämän paksuus 1,5-50 mm. Tuotteiden aihiot on jaettu useisiin ryhmiin valmistukseen käytetyn materiaalin mukaan:
- A - tuotteen mekaaniset ominaisuudet normalisoituvat.
- B - kemiallista koostumusta säännellään valmistuksen aikana.
- B - mekaanisia ominaisuuksia ja kemiallista koostumusta säädellään samanaikaisesti;
- D - kemiallinen koostumus normalisoidaan ja mekaaniset ominaisuudet tarkistetaan prototyypeistä;
- D - koepaineen arvoa tarkastuksen aikana säädetään.
Kuumamuovattujen putkien valmistus
Putket terästä saumattomat kylmämuodostuneet GOST 8734:n mukaisesti
Valssaukseen käytetään pyöreitä teräsaihioita.Työkappale kuumennetaan erityisissä uuneissa kiteytymisen alkamislämpötilaan tarvittavan plastisuuden saamiseksi. Sitten se ommellaan ja menee valssaamolle, jossa tuotteen karkeat mitat muodostetaan telojen avulla. Viimeinen toimenpide on mitoitus ja leikkaus tiettyyn pituuteen.
Toisin kuin kuumamuovattu putki, kylmämuovattu putki saa lisälämpökäsittelyä kalibroinnin aikana, mikä tekee sellaisista tuotteista vakaita ja kestäviä.
Kylmämuovatut tuotteet jaetaan seuraaviin luokkiin, joissa pääkriteerinä on halkaisijan D suhde seinäkokoon S:
- Erityisen ohutseinäiset, joiden D/S-suhde on suurempi kuin 40. Jos mitta D = 20 mm tai vähemmän, mitta S = 0,5 mm tai vähemmän.
- Ohutseinäiset, joiden D / S-suhde on 12,5 ja alle 40. Lisäksi putket, joiden D = 20 mm. ja vähemmän, S = 1,5 mm ja vähemmän.
- Paksuseinämäinen, D/S-suhde 6-12,5.
- Erityisen paksuseinäinen, jonka D/S-suhde on alle 6.
Ohutseinäisiä ja erikoisohutseinäisiä putkia käytetään erilaisissa hydraulijärjestelmissä, autojen moottoreissa, teollisuuden jäähdytysjärjestelmissä sekä lääke- ja elintarviketeollisuudessa. Paksuseinäisten putkien pääasiallinen käyttökohde on öljy- ja kaasuteollisuus.
Ohutseinäiset kylmävalssatut tuotteet
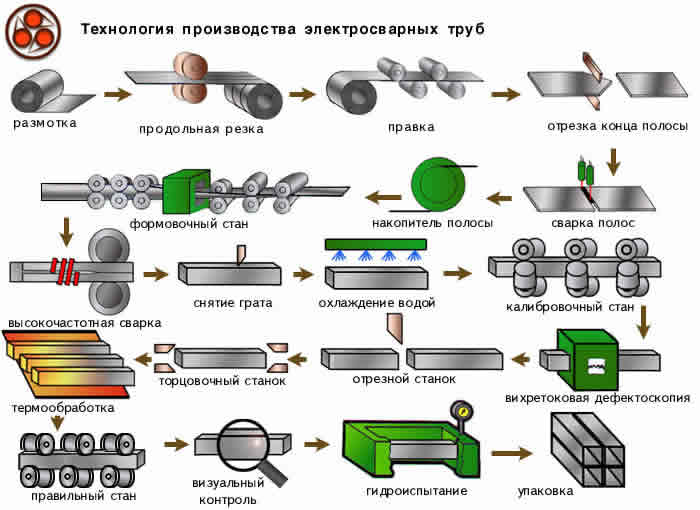
Sähköhitsatut teräsputket GOST 10704:n mukaan
Valmistustekniikka sisältää useita vaiheita, jotka yhdistetään yhdeksi jatkuvaksi prosessiksi:
- Arkin leikkaus. Se suoritetaan erittäin tarkoilla koneilla ja sen avulla voit saada samankokoisia aihioita.
- Päättömän nauhan saamiseksi nauhat hitsataan yhteen, ja ne on aiemmin kuljetettu telajärjestelmän läpi pintavirheiden poistamiseksi.
- Tuloksena oleva aihio johdetaan vaaka- ja pystytelojen järjestelmän läpi, jolla tuote muodostetaan.
- Reunahitsaus suoritetaan suurtaajuushitsauksella. Työkappaleen reunat kuumennetaan kelalla sulamislämpötilaan ja puristetaan sitten puristusteloilla. Toinen tapa, kun reunoja lämmitetään suurtaajuusgeneraattorilla, virta johdetaan reunoihin koskettimien avulla.
- Kalibrointi ja purseenpoisto. Työkappale jäähdytetään ja kuljetetaan sitten kalibrointitelojen läpi soikeaisuuden poistamiseksi ja vaadittujen mittojen varmistamiseksi.
- Tuotteen leikkaus. Aihiot leikataan haluttuun kokoon.
- Valmistettujen tuotteiden laadunvalvontaa suoritetaan kolmella tavalla: hitsin tarkastus, korkean veden paineen koe ja tasoitus. Hitsauksen ohjaamiseen käytetään pääasiassa ultraäänimenetelmää. Vianilmaisin sijaitsee suoraan linjassa hitsauksen jälkeen. 100 % tuotteista on valvonnan alaisia. 15 % erän tuotteista altistetaan hydrotestaukseen. Ja kaksi tuotetta erästä läpäisevät tasoitustestin.
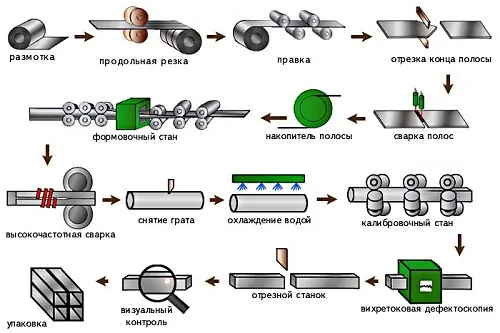 Kaavio sähköhitsattujen putkien valmistamiseksi
Kaavio sähköhitsattujen putkien valmistamiseksi
Sähköhitsattuja putkia käytetään laajalti raskaita kuormia ja paineita kestävien teknisten verkkojen asennuksessa. Tuotteet, joiden halkaisija on 1200 mm. käytetään lähes kaikkien pääkaasu- ja öljyputkien asennuksessa.
Metalliputkien plussat ja miinukset
Metallituotteiden edut:
- vahvuus. Teräs, kupari ja valurauta kestävät paljon enemmän painetta kuin muovi ja kestävät paljon paremmin vesivasaroita;
- lujuus takuuna putkien tuhoutumattomuudesta työskennellessäsi liikkeissä - usein tuotantoolosuhteissa on mahdollisuus vaurioitua ne nostomekanismien, laitteiden, hätätilanteiden käytön aikana kuumissa myymälöissä. Kun lämmitys sijoitetaan avoimeksi rakennusten väliin, tarvitaan myös riittävää rakenteellista lujuutta - metalli muuttaa geometriaansa vähemmän kuumennettaessa, metalli kestää paremmin ilkivaltaa;
- tulenkestävä;
- kestävyys lämpötilan vaihteluille;
- vaarattomuus ihmisille;
- vastustuskyky ultraviolettisäteilylle;
- hitsausjärjestelmä on joka tapauksessa ilmatiivisempi kuin esivalmistetut rakenteet, ja tämä voi olla ratkaisevaa kaasujärjestelmiä asennettaessa;
- alhainen lämpölaajeneminen - metalli ei painu eikä muuta kokoonpanoaan kuumennettaessa, kuten muovi;
- pitkä käyttöikä.
- lämmönjohtokyky. Metallilämmitysjärjestelmä toimii lisälämmönlähteenä huoneessa; kun asennat putkia rakennuksen kehän ympärille, voit lämmittää hieman huoneiden kulmia, lisätä ilman liikkumista niissä ja suojata niitä kosteudelta, sieneltä ja homeelta.
Metalliputkien yleiset haitat:
- teräkselle ja valuraudalle - taipumus korroosioon;
- suuri paino;
- teräkselle ja valuraudalle - sisäpinnan kalsium- ja magnesiumsuolojen peittäminen;
- monimutkainen asennus hitsaamalla tai kierreliittimillä.
Mitkä ovat teräsputkien GOST-standardit
Minkä tahansa tyyppisten teräsputkien teknisten indikaattorien luettelo riippuu suoraan käytetystä valmistusmenetelmästä. Kaikki tämä määritetään GOST:ien avulla, joiden tunteminen ainakin mahdollistaa suositukset tietyntyyppisen putken toiminnalle.
Tällä hetkellä käytetään useimmiten seuraavia teräsputkien tuotantoa koskevia säädöksiä:
GOST 30732-2006. Se hyväksyttiin vuonna 2006: sen määräykset koskevat lämpöä eristävällä kerroksella päällystetystä teräksestä valmistettuja putkia ja liittimiä.
Terästuotteita, joissa käytetään polyuretaanivaahtolämpöeristystä ja polyeteenivaippaa tai suojaavaa teräspinnoitetta, käytetään tapauksissa, joissa on tarpeen asentaa maanalaisia lämpöverkkoja. Jäähdytysnesteen lämpötila ei saa ylittää 140 astetta (nousu 150 asteeseen on sallittu vain lyhyen aikaa). Tässä tapauksessa järjestelmän paine ei saa ylittää 1,6 MPa GOST 2591-2006 (88).
Kuumavalssatulle teräkselle suunniteltu GOST otettiin käyttöön vuonna 2006, vaikka jotkut lähteet sallivat vanhan GOST - 2591-81 käytön. Asiakirja sisältää tiedot neliömäisistä terästuotteista, joiden valmistuksessa käytettiin "kuumaa" menetelmää. Tämä GOST koskee kaikkia tuotteita, joiden sivukoot ovat 6 - 200 mm.
Isompia neliöputkia valmistetaan, jos valmistaja ja asiakas tekevät erillisen sopimuksen GOST 9567-75. Se edellyttää teräksestä valmistettuja tarkkuusputkia, joille valmistetaan erittäin tarkasti. Erotetaan kylmämuovatut ja kuumavalssatut galvanoidut tai kromatut tarkkuusputket.
Koneenrakennusteollisuus tarvitsee erityisesti tämän korotetun GOST:n GOST 52079-2003 tuotteita. Tämä asiakirja määrittelee standardit pitkittäis- ja spiraalihitsatuille teräsputkille, joiden halkaisija on 114 - 1420 mm. Tällaisista kokonaistuotteista varustetaan pääkaasuputket, putket, joiden kautta öljyä ja öljytuotteita kuljetetaan.
GOST 52079-2003 osoittaa, että vain tuotteita, joilla ei ole syövyttävää aktiivisuutta, voidaan siirtää näiden putkien läpi. Halkaisijaltaan suurien teräsputkien avulla on mahdollista kuljettaa aineita, joiden paine on jopa 9,8 MPa. Ympäristön lämpötilaksi on asetettu -60 astetta.



Samalla on tärkeää tietää, että virallisesti GOST 52079-2003 ei ole enää voimassa: 1. tammikuuta 2015 alkaen uusi GOST 31447-2012.GOST 12336-66 on voimassa. Sen määräykset koskevat profiilityyppisiä suljettuja tuotteita, joiden poikkileikkaus on neliön tai suorakulmion muotoinen. 1. tammikuuta 1981 alkaen GOST 12336-66:n valtuudet siirrettiin TU:lle 14-2-361-79, mutta sen määräysten merkitystä ei ole menetetty tähän päivään asti. GOST 10705-91 (80)
1. tammikuuta 1981 alkaen GOST 12336-66:n valtuudet siirrettiin TU:lle 14-2-361-79, mutta sen määräysten merkitystä ei ole menetetty tähän päivään asti GOST 10705-91 (80).
Sisältää luettelon teknisistä ehdoista, joissa valmistetaan pitkittäistyyppisiä sähköhitsattuja teräsputkia, joiden halkaisija on 10–630 mm. Tämän GOST:n mukaisten putkien valmistukseen käytetään hiili- tai niukkaseosteista terästä. Näitä tuotteita käytetään monilla alueilla, mutta etusijalla on veden pumppausputki.
Standardin määräykset eivät koske teräsputkia, joista sähkölämmittimet valmistetaan GOST 10706 76 (91). Koskee sähköhitsattuja pituussuuntaisia teräsputkia, joilla on yleinen käyttötarkoitus. Kuten tästä asiakirjasta käy ilmi, tämän tuotteen halkaisija on välillä 426 - 1620 mm. GOST 10707 80.
Tässä ovat standardit, joiden mukaan valmistetaan sähköhitsattuja kylmämuovattuja putkia, joilla on erilainen tarkkuus: tavallinen, korotettu ja tarkkuus.Tässä asiakirjassa tarkoitettujen tuotteiden halkaisija voi olla 5 - 110 mm: tässä tapauksessa käytetään seostamatonta hiiliterästä. Joskus sähköhitsatuissa pitkittäishitsatuissa tuotteissa on viittaukset GOST 10707 80:een mukana olevissa asiakirjoissa: tämä johtuu siitä, että vuonna 1991 päätettiin jatkaa tämän asiakirjan voimassaoloa.
Teräsputkien valmistus: perusmenetelmät
Teräsputket valmistetaan useilla tavoilla.
Yleisimmät valmistusvaihtoehdot ovat:
- sähköhitsattu suoralla saumalla;
- sähköhitsattu spiraalisaumalla;
- kuumatyöstetty ilman saumaa;
- kylmävalssattu ilman saumaa.
Sopivan metallinkäsittelymenetelmän valinta riippuu raaka-aineiden ja valmistajan saatavilla olevien laitteiden laadusta.
Vesi- ja kaasuputkia säätelee erillinen standardi. Näin ei kuitenkaan tapahdu, koska tälle materiaalille on olemassa erityinen valmistusmenetelmä, vaan se perustuu vain käyttöalueeseen.
Itse asiassa tämän tyyppiset putket ovat yleiskäyttöinen sähköhitsattu tuote, jossa on suora sauma. Tyypillisesti tätä tyyppiä käytetään viestintäjärjestelmissä, joissa on kohtalainen paine.
Miten sähköhitsatut suorasaumatuotteet valmistetaan?
Tiukkaksi rullaksi valssattu teräslevy (nauha) kelataan auki ja leikataan halutun pituisiksi ja leveisiksi nauhoiksi. Tuloksena olevat palaset hitsataan päättömäksi hihnaksi, mikä varmistaa tuotannon jatkuvuuden.
Sitten teippi muotoillaan teloissa ja työkappaleesta tulee pyöreä profiilituote, jossa on avoimet reunat. Liitossauma hitsataan kaarimenetelmällä, induktiovirroilla, plasma-, laser- tai elektronisäteillä.
Teräsputken sauma, joka on tehty inertissä kaasuympäristössä volframielektrodilla (sähkökaarihitsauksen aktiivinen elementti), on melko vahva ja kestävä. Käsittely kestää kuitenkin kauan. Putkien hitsaus suurtaajuisilla induktiovirroilla suoritetaan lähes 20 kertaa nopeammin, joten tällaisten tuotteiden hinta on aina paljon alhaisempi
Kaikkien manipulointien jälkeen pyöreä teräsputki kalibroidaan teloissa ja sauman lujuuden ja eheyden herkkä, tuhoamaton valvonta suoritetaan ultraäänellä tai pyörrevirroilla. Jos testausprosessin aikana ei löydy virheitä, työkappale leikataan suunnitellun pituisiksi paloiksi ja lähetetään varastoon.
Sähköhitsattujen spiraalisaumatyyppien valmistus
Teräksisten kierreputkien valmistuksessa noudatetaan samaa periaatetta kuin suorasaumaisten putkien valmistuksessa, tuotteiden valmistuksessa käytetään vain yksinkertaisempia mekanismeja. Suurin ero on, että leikattu teräsnauha rullataan rullien avulla ei putkena, vaan spiraalina. Tämä varmistaa korkean liitäntätarkkuuden kaikissa vaiheissa.
Kierresaumalla varustetuissa putkissa ei hätätilanteessa muodostu pitkittäistä päähalkeamaa, jonka asiantuntijat pitävät minkä tahansa viestintäjärjestelmän vaarallisimpana muodonmuutosta
Spiraalisaumaa pidetään luotettavampana ja se lisää putken vetolujuutta. Haittoja ovat sauman pituuden lisääntyminen, mikä vaatii lisäkustannuksia hitsaustarvikkeista ja enemmän aikaa liittämiseen.
Kuumamuovattujen saumattomien tuotteiden valmistus
Aihiona saumattoman (kiinteästi vedetyn) teräsputken luomiseksi kuumamuodostuksen avulla käytetään monoliittista sylinterimäistä aihiota.
Se kuumennetaan korkeassa lämpötilassa teollisuusuunissa ja ajetaan lävistyspuristimen läpi. Yksikkö muuttaa tuotteen holkkiksi (ontto sylinteri), ja sen jälkeinen käsittely useilla teloilla antaa elementille halutun seinämän paksuuden ja sopivan halkaisijan.






Kuumamuodonmuutoksella valmistetusta teräksestä valmistetun putkimateriaalin seinämän paksuus on 75 mm. Tämän laatuisia putkia käytetään vaikeissa käyttöolosuhteissa ja viestintäjärjestelmissä, joissa vahvuus ja luotettavuus ovat etusijalla.
Viimeisessä vaiheessa kuuma teräsputki jäähdytetään, leikataan määritettyjen parametrien mukaan ja siirretään valmiin tuotteen varastoon.
Kylmämuovattujen putkien tuotannon ominaisuudet
Saumattomien teräsputkien kylmämuodostuksen avulla valmistuksen alkuvaihe on identtinen "kuuman" version kanssa. Lävistysmyllyn läpi ajettuaan holkki kuitenkin jäähtyy välittömästi ja kaikki muut toimenpiteet suoritetaan kylmässä ympäristössä.
Kun putki on täysin muodostunut, se on hehkutettava, lämmittämällä se ensin teräksen uudelleenkiteytyslämpötilaan ja jäähdyttämällä sitten uudelleen. Tällaisten toimenpiteiden jälkeen rakenteen viskositeetti kasvaa ja sisäiset jännitykset, jotka väistämättä syntyvät kylmän muodonmuutoksen aikana, jättävät itse metallin.
Kylmämuovattujen teräsputkien avulla voidaan rakentaa erittäin luotettava tietoliikennejärjestelmä, jossa vuotoriski on minimoitu.
Nyt markkinoilla on saumattomia kylmävalssattuja putkia, joiden seinämän paksuus on 0,3 - 24 mm ja halkaisija 5 - 250 mm.Niiden etuja ovat korkea tiiviys ja kyky kestää korkeaa painetta.
Yleiskatsaus johtavien valmistajien tuotteista
Esiteltyjen tuotteiden joukossa on hyvämaineisia merkkejä, joilla on pitkäaikainen myönteinen maine. Näitä ovat muun muassa seuraavien yritysten tuotteet: Hobas (Sveitsi), Glass Composite (Venäjä), Amiantit (Saudi-Arabiasta peräisin oleva yritys, jolla on tuotantolaitokset Saksassa, Espanjassa, Puolassa), Ameron International (USA).
Nuoret ja lupaavat komposiittilasikuituputkien valmistajat: Poliek (Venäjä), Arpipe (Venäjä) ja Plant of Glass fiber pipes (Venäjä).
Valmistaja #1 - HOBAS-merkki
Brändin tehtaat sijaitsevat Yhdysvalloissa ja monissa Euroopan maissa. Hobas-ryhmän tuotteet ovat ansainneet maailmanlaajuista tunnustusta erinomaisesta laadustaan. Polyesterisidostetut GRT-putket on kehruuvalettu lasikuidusta ja tyydyttymättömistä polyesterihartseista.

Hobas-putkijärjestelmiä käytetään laajalti viemäri-, viemäri- ja vesijärjestelmissä, teollisuusputkistoissa ja vesivoimalaitoksissa. Pinta-asennus, mikrotunnelointi ja vetosijoitus ovat hyväksyttäviä
Hobas-komposiittiputkien ominaisuudet:
- halkaisija - 150-2900 mm;
- luokka SN-jäykkyys - 630-10 000;
- PN-painetaso - 1-25 (PN1 - ei-paineputki);
- sisäisen vuorauksen korroosionestopinnoitteen läsnäolo;
- hapon kestävyys laajalla pH-alueella.
Liitosten valmistus on aloitettu: kulmakappaleet, sovittimet, laippaputket ja tees.
Valmistaja # 2 - Lasikomposiittiyhtiö
Steklokompozit-yhtiö on perustanut linjan Flowtech-lasikuituputkien tuotantoa varten, tuotantotekniikka on jatkuva käämitys.
Mukana laitteet, joissa on kaksinkertainen hartsipitoisten aineiden syöttö.Korkean teknologian hartseja levitetään sisäkerroksen asettamiseen ja halvempaa koostumusta - rakennekerrokseen. Tekniikan avulla voidaan järkeistää materiaalin kulutusta ja alentaa tuotteiden kustannuksia.
Flowtech-putkien valikoima on 300-3000 mm, luokka PN on 1-32. Vakiomateriaali - 6, 12 m. Tilauksen mukaan tuotanto on mahdollista 0,3-21 m
Valmistaja #3 - merkki Amiantit
Amiantitin Flowtite-putkien pääkomponentit ovat lasikuitu, polyesterihartsi ja hiekka. Käytetty tekniikka on jatkuva käämitys, joka varmistaa monikerroksisen putkilinjan luomisen.
Lasikuiturakenne sisältää kuusi kerrosta:
- ulkoinen käämi ei-kudotut nauha;
- tehokerros - hienonnettu lasikuitu + hartsi;
- keskikerros - lasikuitu + hiekka + polyesterihartsi;
- toistuva teho kerros;
- lasilangasta ja hartsista valmistettu vuoraus;
- lasikuitukankaasta valmistettu suojapinnoite.
Suoritetut tutkimukset osoittivat korkeaa hankauskestävyyttä - 100 tuhannen soran käsittelyjakson aikana suojapinnoitteen menetys oli 0,34 mm.

Flowtite-tuotteiden lujuusluokka on 2500 - 10000, tilauksesta on mahdollista valmistaa SN-30000 putkia. Käyttöpaine - 1-32 ilmakehää, suurin virtausnopeus - 3 m / s (puhtaalle vedelle - 4 m / s)
Valmistaja #4 - Poliek-yhtiö
Poliek LLC valmistaa erilaisia muunnelmia Fpipes-lasikuituputkituotteista. Valmistustekniikka (jatkuva vino pitkittäis-poikittainen käämitys) mahdollistaa kolmikerroksisten putkien luomisen, joiden halkaisija on enintään 130 cm.
Polymeerikomposiittimateriaalit ovat mukana koteloputkien, vedennostopilarien osien, vesijohtojen ja lämmitysjärjestelmien luomisessa.
 Viemärilasikuituputkien valikoima - 62,5-300 mm, korkeapainetuotteet - 62,5-200 mm, ilmanvaihtokanavat - 200-300 mm, kaivon kotelo - 70-200 mm
Viemärilasikuituputkien valikoima - 62,5-300 mm, korkeapainetuotteet - 62,5-200 mm, ilmanvaihtokanavat - 200-300 mm, kaivon kotelo - 70-200 mm
Paitsi lasikuituputket markkinoilla on monia tuotteita, jotka on valmistettu muista materiaaleista - teräksestä, kuparista, polypropeenista, metallimuovista, polyeteenistä jne. Joita edullisemman hintansa vuoksi käytetään aktiivisesti kotitalouksien eri alueilla - lämmitysjärjestelmien asennuksessa, vesihuollossa, viemärissä, ilmanvaihdossa jne.





Voit tutustua eri materiaaleista valmistettujen putkien ominaisuuksiin seuraavissa artikkeleissamme:
- Metalli-muoviputket: tyypit, tekniset ominaisuudet, asennusominaisuudet
- Polypropeeniputket ja -liittimet: PP-tuotteiden tyypit putkistojen kokoonpanoon ja liitäntämenetelmiin
- Muoviset ilmanvaihtoputket poistoilmalle: tyypit, niiden ominaisuudet, käyttö
- Kupariputket ja liittimet: tyypit, merkinnät, kupariputkilinjan järjestelyn ominaisuudet
- Teräsputket: tyypit, valikoima, yleiskatsaus teknisiin ominaisuuksiin ja asennusviiveisiin
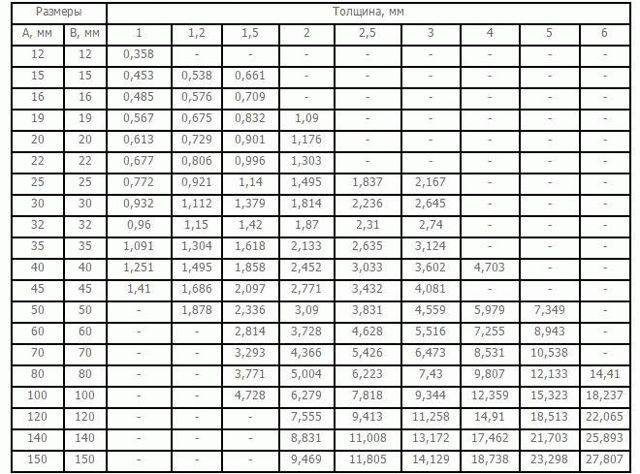
Suorakaiteen muotoinen putki
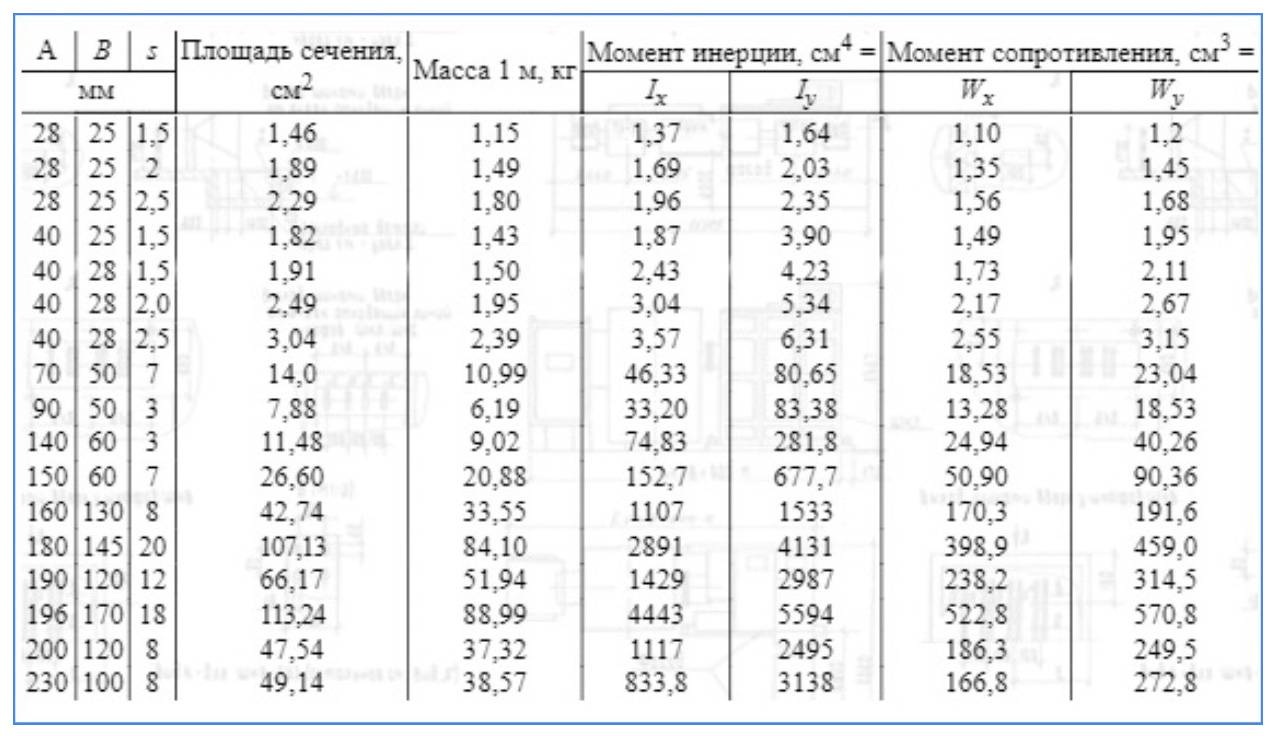
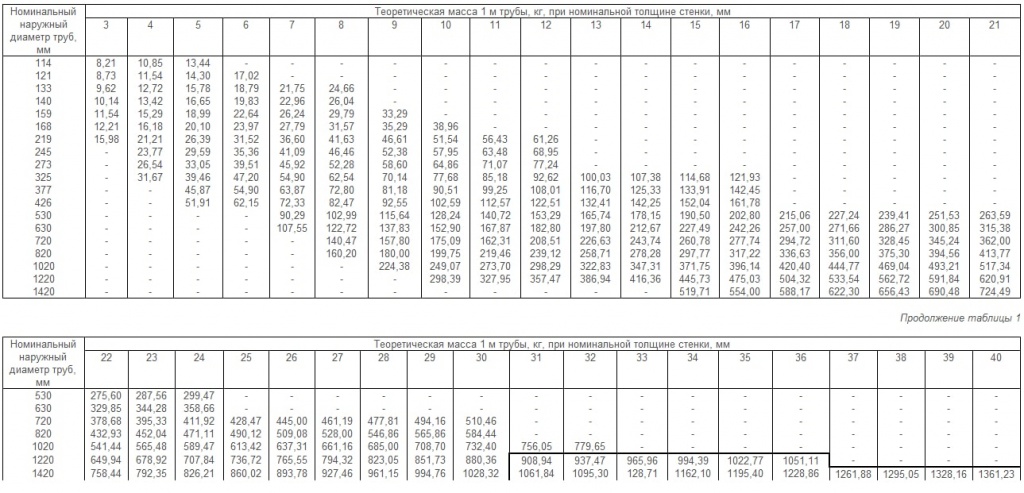
Suurin osa suorakaiteen muotoisista teräsputkista valmistetaan sähköhitsauksella. Tämän tyyppisten materiaalien valikoima on ilmoitettu GOST 8645-82:ssa, jonka mukaan määritetään tietyn kokoisten putkien seinämän enimmäispaksuus. Esimerkiksi tuotteelle, jonka sivut ovat 15 ja 10 millimetriä, seinämäpaksuudet ovat 1 mm, 1,5 mm ja 2 mm.

Putkessa, jonka koko on 80 * 60 mm, seinien paksuus voi olla 3,5 mm, 4 mm, 5 mm, 6 mm ja 7 mm. Normaalin suorakaiteen muotoisen putken maksimimitat voivat olla 180*150mm. Näillä parametreilla on sallittua valmistaa tuotteita, joiden seinämän paksuus on 8 mm, 9 mm, 10 mm, 12 mm.
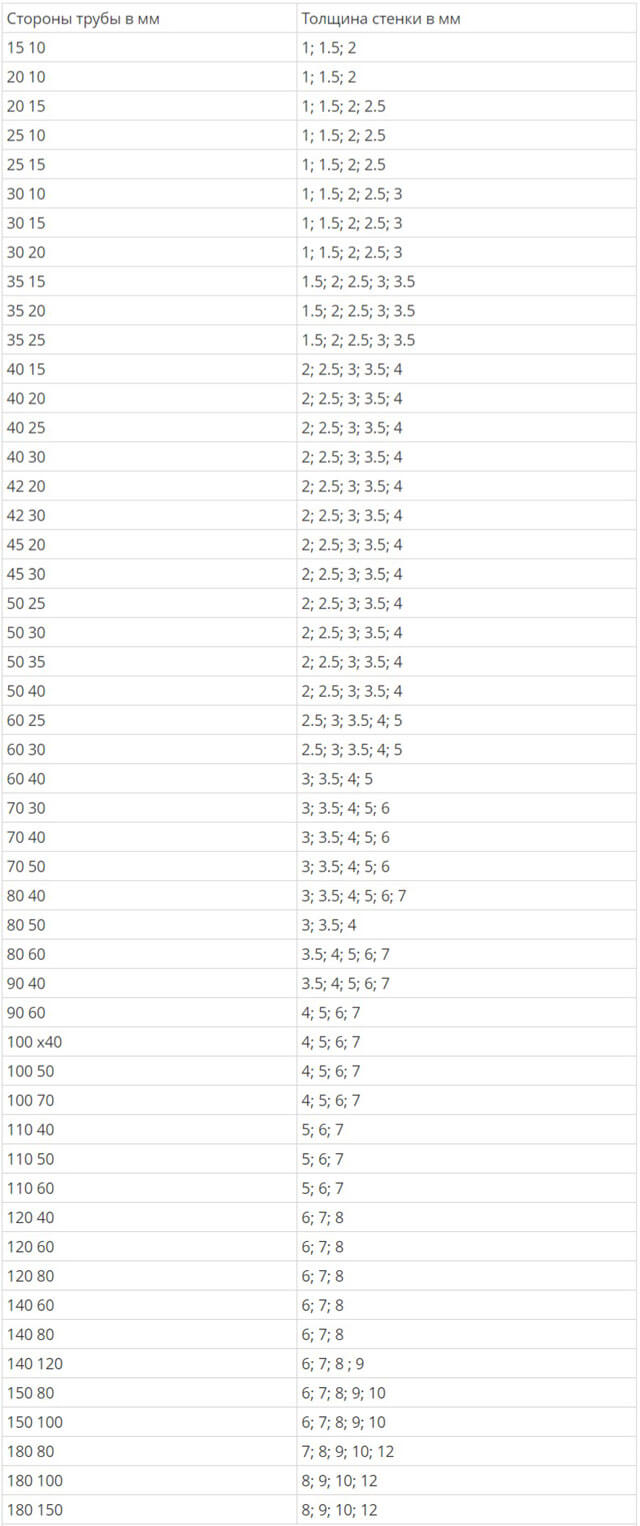
GOST 8645-82 sallii ei-standardin kokoisten teräsputkien valmistuksen, esimerkiksi 28 * 25 mm tai 196 * 170 mm. Tällaisten tuotteiden seinämäpaksuudessa on myös poikkeamia, vastaavasti 1,5 mm ja 18 mm.

Täydentävä asiakirja 8645-68 sisältää tietoja eri suorakaiteen muotoisten teräsputkien luettelosta. Sääntelyasiakirjojen välillä ei ole erityisiä eroja. Toinen standardi kuitenkin määrittelee erityisparametrit. Ne mahdollistavat suorakaiteen muotoisten terästuotteiden valmistuksen, joiden parametrit ovat 230 * 100 millimetriä.
Johtopäätös
Yksityiskohtaiset kuvaukset st-putkien valikoimasta ja niiden tuotantoa säätelevät asiakirjat auttavat sinua valitsemaan oikean materiaalin rakentamiseen ja valitsemaan oikeat mitat. Onnellista rakentamista!



