
- Joten mikä kone sopii putkien hitsaukseen?
- HAMER MULTIARC-250 Evolution
- Tarvittavat laitteet ja työkalut
- 4 Päppihitsauksen sääntelykehys
- Manuaalisten sähköfuusiohitsauskoneiden valmistajat
- Mitä laitteita on olemassa?
- Mekaaninen hitsausyksikkö
- Manuaalinen hitsauskone (rauta)
- Erikoisuudet
- Erilaisia
- Kriteerit hitsaustyökalun valinnalle
- 5 ELITECH SPT 800
- Polypropeeniputkien hitsauskoneiden valmistajat, lyhyt katsaus malleihin.
- Puskuhitsausmenetelmä
- Laitetyypit
- Manuaalinen
- Mekaaninen
- hydraulinen
- Sähköfuusiolaitteet
- Kuinka valita oikea laite?
- Manuaalinen laite
- Mekaaninen
- Päätelmät ja hyödyllinen video aiheesta
Joten mikä kone sopii putkien hitsaukseen?
Yhteenvetona, tässä on luettelo putkien hitsauslaitteiden vaatimuksista:
- Hitsaustilat: MIG/MAG; MMA TIG
- Hitsausvirta: alueella 20 - 250 A (MMA); 20 - 250 A (MIG); 20 - 200 (TIG);
- Langan halkaisija: 0,6 - 1,2 mm;
- Elektrodin halkaisija: jopa 1,5 - 5 mm;
- Jännite: 220V/380V;
- Tehokkuus: 70-90 %;
- Paino: 15-20 kg.
HAMER MULTIARC-250 Evolution hitsauskone täyttää nämä vaatimukset täysin
HAMER MULTIARC-250 Evolution
-
- Hitsausvirta 20-250 A (MMA); 15-60 A (CUT); 20-200 A (TIG);
- Hitsauksen tyyppi MMA/CUT/TIG;
- Jännite 220 V/ 50 Hz;
- Kuormituksen kesto MMA-tilassa 250 A / 35%; 118,5 A/100 %;
- Kuormituksen kesto CUT-tilassa 60 A/35%; 29,6 A/100 %;
- Kuorman kesto TIG-tilassa 200 A/35 %; 118,5 A/100 %;
- Tehokkuus 85 %;
- Paino 15 kg;
- Soveltuu käytettäväksi epävakaalla verkkojännitteellä (autotallit, maatilat, maaseutu jne.)
HAMER MULTIARC-250 Evolution on monitoiminen hitsauskone, joka toimii MMA-, TIG-, CUT-tiloissa. Useiden tilojen yhdistelmä laajentaa merkittävästi hitsausprosessien luetteloa, jolloin voit työskennellä erityyppisten metallien kanssa. Tämä tekee HAMER MULTIARC-250 Evolutionista välttämättömän avustajan tuotannossa, erityisesti hitsauskorjauksissa, asennuksen valmistelussa ja putkien asennuksessa.
Hanki 90 ruplaa lahjaksi!

Tarvittavat laitteet ja työkalut
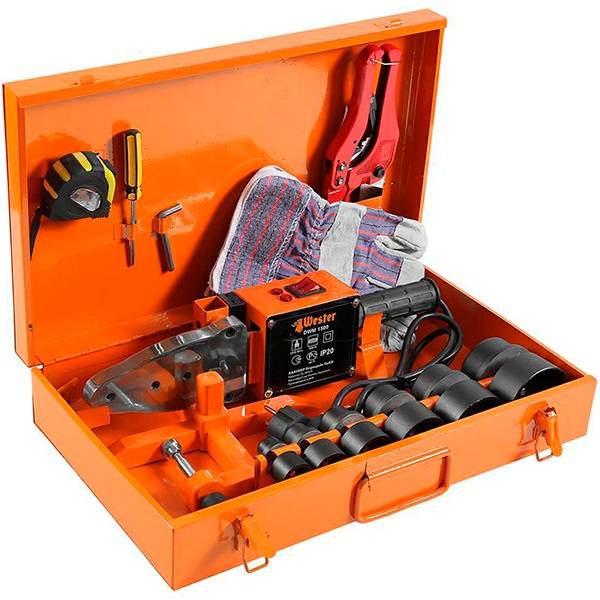
Muoviputkien hitsaukseen on kätevää käyttää irrotettavilla suuttimilla varustettuja miekan muotoisia juotoskolvia. Putkien hitsauksen lämmityselementti on tasainen alusta, jota kutsutaan raudaksi, siinä on reikiä lämmityssuuttimien kiinnitystä varten.
Muoviputkien hitsauskoneessa on oltava lämpötilansäädin, lämmityksen merkkivalo. Hitsauslaitteiden lisäksi tarvitaan työkaluja aihioiden leikkaamiseen ja kalvokerroksen poistamiseen. Leikkaa muovivalssatut tuotteet millä tahansa kätevällä tavalla:
- putkileikkurit, kuten lankaleikkurit;
- metallisakset;
- rautasaha kapealla terällä.
Hienoksi leikattuja viiloja tai hiekkapaperia käytetään leikkausten puhdistamiseen ja roikkumisen poistamiseen. Putkilinjaelementtien leikkaamiseksi ennen hitsausta sinun on valmistettava viivain, neliö, huopakynä tai tussi.
4 Päppihitsauksen sääntelykehys
Kuten voidaan nähdä, Venäjällä oli viime aikoihin asti huomattavaa sekaannusta päihitsaustekniikan kanssa, koska useat nykyiset säädösasiakirjat antoivat siitä oman tulkinnan, ja siksi useimmat hitsaajat luottivat mieluummin ohueen saksalaiseen DVS-tekniikkaan. Ja Venäjällä päittäishitsauslaitteiden vaatimuksia ei määritelty millään standardilla.
Vuoden 2013 alusta lähtien Venäjän federaatiossa on tullut voimaan kerralla kaksi sääntelyasiakirjaa:
- GOST R 55276 - PE-putkien puskuhitsaustekniikkaan vesi- ja kaasuputkien asennuksen aikana, kansainvälisen ISO 21307 -standardin käännöksen perusteella;
- GOST R ISO 12176-1 - päihitsauslaitteille, joka perustuu kansainvälisen standardin ISO 12176-1 käännökseen.
GOSTin käyttöönotto laitteissa oli varmasti hyödyllistä. Valitettavasti tämä ei tarkoita sitä, että kaikkein huonolaatuisimmat tuontilaitteet karsittiin välittömästi pois. Mutta joka tapauksessa muutama venäläinen laitevalmistaja on nyt pakotettu työskentelemään laadun parissa, ja kuluttaja on saanut vihjeen ostettujen laitteiden laadun arvioimiseen.
GOST päihitsaustekniikasta toi suhteellisen järjestyksen. Joka tapauksessa se johti PE-putkien puskuhitsaustekniikan yhdenmukaisuuteen Venäjän federaation alueella. Mutta ongelmat jäivät.
TÄRKEÄ! GOST R 55276 yhdessä perinteisen matalapainehitsaustavan kanssa (samanlainen kuin DVS 2207-1 ja vanhat venäläiset standardit) laillisti polyeteeniputkien korkeapainehitsaustilan, jota käytettiin aiemmin vain Yhdysvalloissa. Tämä tila asettaa suuremmat vaatimukset laitteelle, mutta se voi lyhentää merkittävästi hitsausjakson aikaa.
TÄRKEÄ! GOST R 55276 ei sovellu suoraan käytettäväksi rakennustyömaalla, koska se ei ole keskittynyt hitsaajaan, vaan polyeteeniputkien hitsauksen teknologisen kaavion kehittäjään. TÄRKEÄ! GOST R 55276 ei ratkaissut rajoitusten ongelmaa, joista vanhat venäläiset standardit kärsivät, ja tähän päivään asti kaikki ulkomaiset standardit kärsivät
Ensinnäkin sallittu ilman lämpötila-alue on +5 - +45 °C, kun taas valtava osa Venäjän federaation aluetta on pakotettu aloittamaan hitsauksen, kun suot jäätyvät. Toiseksi putkien seinämän maksimipaksuus on 70 mm, kun taas tosiasiallisesti valmistettujen putkien seinämän paksuus on jo kauan sitten ylittänyt 90 mm. Ja kolmanneksi, putkimateriaali on vain perinteistä matalapainepolyeteeniä (HDPE), jonka sulavirtausnopeus on vähintään 0,2 g / 10 min (190/5), kun taas tuotannossa on käytetty pitkään valumattomia polyeteeniä. halkaisijaltaan suurien putkien keskipaine, MFI alle 0,1 g/10 min (190/5). Jotkin valmistajat ovat laskeneet polyeteeniputkien hitsaustekniikan olosuhteisiin, jotka ovat ilman lämpötilan ja seinämänpaksuuksien todettujen rajojen ulkopuolella ekstrapoloimalla voimassa olevia määräyksiä, mutta tätä teoreettista tekniikkaa ei ole vielä vahvistettu pitkäaikaisin testein. Ei-tyhjentyville polyeteenille ei ole olemassa tekniikkaa putkien hitsaukseen edes teoriassa. Tämän seurauksena noin 80% kaikesta hitsauksesta tehdään Venäjällä olosuhteissa, jotka ylittävät todistetun tekniikan rajoitukset!
TÄRKEÄ! GOST R 55276 ei ratkaissut rajoitusten ongelmaa, josta vanhat venäläiset standardit kärsivät, ja tähän päivään asti kaikki ulkomaiset standardit kärsivät. Ensinnäkin sallittu ilman lämpötila-alue on +5 - +45 ° С, kun taas valtava osa Venäjän federaation aluetta on pakotettu aloittamaan hitsauksen, kun suot jäätyvät
Toiseksi putkien seinämän maksimipaksuus on 70 mm, kun taas tosiasiallisesti valmistettujen putkien seinämän paksuus on jo kauan sitten ylittänyt 90 mm. Ja kolmanneksi, putkimateriaali on vain perinteistä matalapainepolyeteeniä (HDPE), jonka sulavirtausnopeus on vähintään 0,2 g / 10 min (190/5), kun taas tuotannossa on käytetty pitkään valumattomia polyeteeniä. halkaisijaltaan suurien putkien keskipaine, MFI alle 0,1 g/10 min (190/5). Jotkin valmistajat ovat laskeneet polyeteeniputkien hitsaustekniikan olosuhteisiin, jotka ovat ilman lämpötilan ja seinämänpaksuuksien todettujen rajojen ulkopuolella ekstrapoloimalla voimassa olevia määräyksiä, mutta tätä teoreettista tekniikkaa ei ole vielä vahvistettu pitkäaikaisin testein. Ei-tyhjentyville polyeteenille ei ole olemassa tekniikkaa putkien hitsaukseen edes teoriassa. Tämän seurauksena noin 80% kaikesta hitsauksesta tehdään Venäjällä olosuhteissa, jotka ylittävät todistetun tekniikan rajoitukset!









Edellinen
2
Seurata.
Manuaalisten sähköfuusiohitsauskoneiden valmistajat
hitsausmarkkinoilla juotoskoneet HDPE-putket ovat seuraavien valmistajien kysytyimpiä tuotteita:
- Rothenberger. Tämä yritys perustettiin Saksassa vuonna 1949. Viime vuosien aikana yritys on onnistunut saavuttamaan erittäin suuren menestyksen, ja siitä on tullut yksi johtavista hitsauskoneiden valmistajista. Rothenberger-tuotemerkillä valmistetut tuotteet erottuvat korkeimmasta mahdollisesta laadusta ja korkeimmasta luotettavuudesta.
- Ritmo. Italialainen yritys Ritmo on perustettu vuonna 1979. Nykyään se kuuluu johtavien polymeerien ja polymeerituotteiden jalostusta harjoittavien yritysten luokkaan. Ritmo noudattaa toiminnassaan jatkuvasti nykyaikaisimpia ja tiukimmat standardit.Yrityksen liiketoiminta on erittäin korkealla tasolla, ja samaa voidaan sanoa tuotteista - Ritmo-tuotteet erottuvat monipuolisuudesta, monipuolisuudesta ja korkeimmasta laadusta.
- DYTRON. Vanhojen analogien taustalla vuonna 1992 perustetun tšekkiläisen DYTRON-yrityksen tuotteet eivät näytä olevan riittämättömän laadukkaita - kaikki on kunnossa. Tuotevalikoima on poikkeuksellisen laaja - yritys valmistaa sekä manuaalisia että automaattisia laitteita, joiden avulla voit liittää HDPE-putkia. Lisäksi mallivalikoimat laajenevat ja täydentyvät jatkuvasti, joten hyvän varustelun löytäminen tämän merkin osastoilta ei tule olemaan ongelma. On myös syytä huomata, että julkaistut laitteet ovat nykyaikaisimpien vaatimusten mukaisia.
Johtopäätös
Kun valitset laitetta HDPE-putkien juottamiseen, on tarpeen rakentaa tietyn tilanteen vuoksi vaatimuksia. Laitteiden oikean valinnan avulla voit luoda luotettavan ja tiiviin liitoksen, joka kestää yhtä kauan kuin kiinteät putket.
Mitä laitteita on olemassa?
Hitsauskone on rakenteeltaan laite, jossa putkiosat lämmitetään, mikä mahdollistaa pysyvän liitännän. Ei tarvitse selittää, että muoviputkien hitsaukseen käytettävät laitteet ovat rakenteeltaan erilaisia kuin metalliputkien hitsauskone.
Tähän päivään mennessä Markkinoilla on saatavilla kahdentyyppisiä laitteita, joita käytetään polypropeeniputkien hitsaukseen:
- mekaaniset hitsauslaitteet;
- manuaalinen hitsauskone.
Ensimmäisen käyttöä kannattaa harkita tapauksissa, joissa on tarpeen yhdistää liitokset, tehdä paljon vaivaa tai asentaa putkia, joiden halkaisija on melko suuri.
Manuaalinen muoviputkien hitsauskone on paras valinta, kun putkisto suunnitellaan koottavaksi yksinään ja töissä suunnitellaan käytettäväksi halkaisijaltaan erilaisia putkia.
Mekaaninen hitsausyksikkö
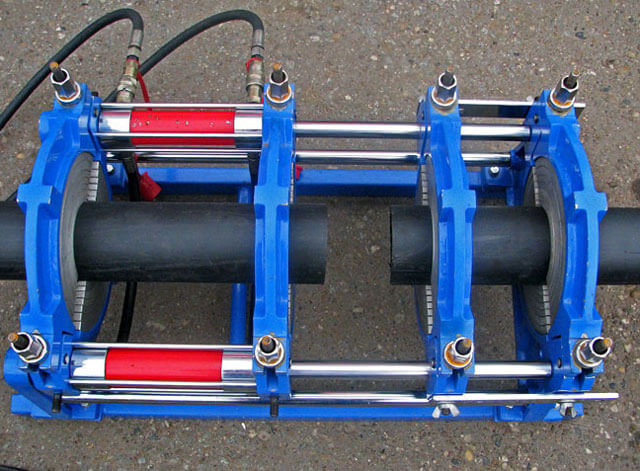
 Suunnittelun kannalta polypropeenista valmistettujen putkien hitsaukseen tarkoitettu mekaaninen laite on valmistettu tukikehyksen muodossa, jossa on instrumenttiyksikkö ja hydrauliyksikkö. Vasemmalla ja oikealla puolella on kädensijat, joista jokaisessa on pari puolirengasta. Kahvat on erotettu toisistaan paineiden ja keskipisteen tasapainottamiseksi. Sisähalkaisijaltaan ne eivät eroa putkista, joiden kanssa niitä käytetään.
Suunnittelun kannalta polypropeenista valmistettujen putkien hitsaukseen tarkoitettu mekaaninen laite on valmistettu tukikehyksen muodossa, jossa on instrumenttiyksikkö ja hydrauliyksikkö. Vasemmalla ja oikealla puolella on kädensijat, joista jokaisessa on pari puolirengasta. Kahvat on erotettu toisistaan paineiden ja keskipisteen tasapainottamiseksi. Sisähalkaisijaltaan ne eivät eroa putkista, joiden kanssa niitä käytetään.
Laitteen suunnittelussa on sähköinen trimmeri, jonka päätarkoitus on kohdistaa putkien päät. Tämä laite on kaksipuolisilla veitsillä varustettu pyörivä levy, jossa on myös lukitusmekanismi, joka varmistaa turvallisen käytön. Päätoiminen lämmityselementti on teräslevy, jonka sisällä on tarttumaton pinnoite, joka sisältää lämmityselementtejä. Monien tällaisten laitteiden mallien suunnittelu sisältää usein lämpötilansäätimiä ja lämpötilansäätöantureita.
Manuaalinen hitsauskone (rauta)
Ottaen huomioon, että tavallisella kuluttajalla ei todennäköisesti ole tehtävää asentaa pitkiä verkkoja, hänen ei pitäisi ostaa tilaa vievää hitsauslaitetta.
Useimmat kuluttajat käyttävät yleensä laitteita, kuten hitsausrautaa, putkien kokoamiseen.Jos arvioimme sitä sen suunnittelun ja käytössä olevien ominaisuuksien perusteella, se eroaa tässä suhteessa vähän perinteisestä kodinkoneesta. Sen ominaisuuksista voidaan erottaa vain erilainen muotoilu.
Sen suunnittelun pääelementtejä ovat lämmityslevy, termostaatti ja ergonominen kahva. Lämmityslevystä löytyy tarkkaan katsomalla kaksi reikää, jotka ovat välttämättömiä halkaisijaltaan eroavien hitsauselementtien parittamiseen. Ne erottuvat ensinnäkin teflon-pinnoitteen läsnäolosta, jonka ansiosta muovi ei tartu kuumaan pintaan.
Erikoisuudet
Kun valitset koneen PE-putkien hitsaukseen, sinun on ymmärrettävä selvästi, millaista työtä sillä tehdään. Haluttujen laitteiden ominaisuudet riippuvat suurelta osin siitä hitsausmenetelmästä, jota aiot käyttää useimmin.
Polyeteenituotteiden juottamiseen on neljä päämenetelmää.
- Puskuhitsaus - tämä menetelmä on yleisin, ja se perustuu lämmitettyjen putkien päiden liittämiseen toisiinsa tai liittimiin erityisellä hitsauspeilillä. Puskuliitoksen avulla saa varsin laadukkaan liitoksen edulliseen laitehintaan, mutta menetelmä ei sovellu alle 4,5 mm:n seinämän paksuisten tuotteiden liittämiseen. Päippihitsauksen käyttö edellyttää liitettävien pintojen perusteellista puhdistusta, maksimaalista tarkkuutta tuotteiden viimeistelyssä ja oikean paineen kohdistamista putkiin liitosten yhteydessä.
- Putkien liittäminen pistorasiaan (tai kytkentämenetelmä) on luotettava, mutta vähemmän yleinen ja kalliimpi menetelmä, joka perustuu tuotteiden liittämiseen erityisellä liittimellä.On myös vaihtoehtoja kahden halkaisijaltaan eri putken liittämiseksi suoraan toisiinsa. Tätä menetelmää ei käytetä ulkona olevien putkien asennukseen.
- Putkien sähköfuusiohitsaus (tai termistori) - tämä menetelmä on samanlainen kuin liittäminen pistorasiaan, mutta siinä käytetty kytkin sisältää metallisen lämmityselementin, joka edistää liitettyjen tuotteiden ja sähkökytkennän tasaisempaa lämmitystä. Jokaisessa sähkökytkimessä on erityinen viivakoodi, joka koodaa tälle kytkimelle tarvittavat sähkövirran parametrit, joten tämän tyyppiset laitteet on usein varustettu viivakoodilukijalla. Termistorimenetelmä on jopa luotettavampi (ja kalliimpi) kuin kytkentämenetelmä, joten sitä käytetään pääasiassa tapauksissa, joissa on tarpeen tarjota erittäin vakaa yhteys (esimerkiksi laskettaessa putkia toistuvien maanjäristysten alueilla). Tätä menetelmää käytetään putkien, joiden halkaisija on vähintään 20 mm, liittämiseen minkä tahansa seinämän paksuuden kanssa, ja vaatimukset teknisten parametrien pitämisen tarkkuudelle siinä ovat paljon alhaisemmat kuin päittäisjuottamalla.
- Suulakepuristushitsaus on sähköhitsauksen kaltainen menetelmä, jossa kuumennettua polyeteeniä syötetään erityisen ekstruuderin kautta hitsausalueelle muodostaen liitoksen putkien välille. Tuloksena olevan liitoksen lujuus ei yleensä ylitä 80 % polyeteenin lujuudesta, joten suulakepuristusmenetelmää käytetään yleensä pääasiassa putkien liittämiseen muihin muovituotteisiin ja putkien, joiden halkaisija on vähintään 630 mm, asentamiseen paikkoihin, jotka eivät ole todennäköisiä. altistua suurille kuormituksille.


Erilaisia
Kaikki polyeteenin hitsauslaitteet koostuvat neljästä päämoduulista - generaattorista (joka toimii yleensä muuntajalla tai kytkentävirtalähteellä varustetun invertterin periaatteella), tehonsäätömoduulista, lämpötilansäätömoduulista ja teknologisesta yksiköstä, jossa itse kytkentäprosessi tapahtuu. Jokainen edellä mainituista neljästä hitsausmenetelmästä suoritetaan sopivalla työkalulla.











Nykyiset koneet kullekin neljälle tapaa voidaan jakaa edelleen 3 luokkaan automaatioasteen mukaan.

Puoliautomaattiset laitteet jaetaan käytettävän käyttötyypin mukaan mekaanisiin ja hydraulisiin. Mekaanisella käyttölaitteella varustetuissa laitteissa putkien keskittämiseen ja pitämiseen hitsausprosessin aikana tarvittava voima luodaan käyttäjän avulla, joten niitä käytetään vain työskenneltäessä putkien kanssa, joiden halkaisija on alle 160 mm. Hydraulikäyttö ei vaadi voiman käyttöä käyttäjältä, ja sitä käytetään minkä tahansa halkaisijan omaavien tuotteiden hitsaukseen, mukaan lukien yli 160 mm:n kokoiset tuotteet.


Toinen hitsauskoneen tärkeä ominaisuus on liitettyjen putkien halkaisija, koska PE-putkien vakiokoot ovat 16-1600 mm. Esimerkiksi asuntojen putkistoissa käytetään yleensä putkia, joiden halkaisija on 20-32 mm, mutta pääputkien asennukseen voi jo tarvita laitetta, joka pystyy juottamaan putkia, joiden halkaisija on 90/315 mm tai enemmän.
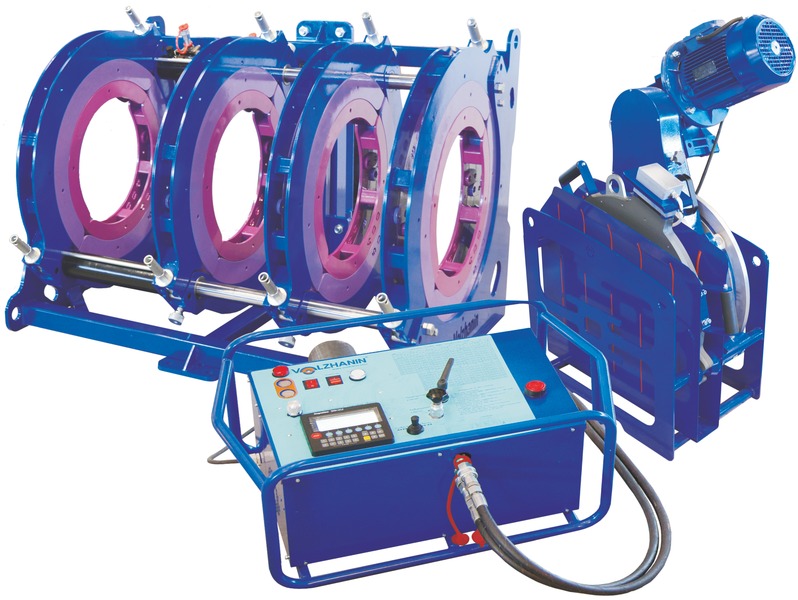
Tällä hetkellä suosituimpia laitteita ovat Georg Fischer (Sveitsi), Rothenberger (Saksa), Advance Welding (Iso-Britannia), Eurostandard, Technodue ja Ritmo (Italia), Dytron (Tšekki), KamiTech ja Nowatech (Puola).On myös venäläisiä polyeteenin hitsauslaitteiden valmistajia, esimerkiksi Volzhaninin tehdas, joka valmistaa laitteita halkaisijaltaan 40–1600 mm:n päittäisjuottamiseen ja sähköfuusiolaitteita, jotka pystyvät yhdistämään halkaisijaltaan jopa 1200 mm:n putkia.
Kriteerit hitsaustyökalun valinnalle
Päätettäessä halutusta hitsauslaiteluokasta on ensinnäkin kiinnitettävä huomiota suunnitellun työn laajuuteen. Tässä seuraavat parametrit ovat erittäin tärkeitä:
- Työstettävät putkien halkaisijat.
- Tehon kulutus.
- Laitteen hinta.
On huomionarvoista, että näiden parametrien välillä on selvä yhteys. Joten putken ulkohalkaisijan kasvaessa on harkittava malleja, joilla on suurempi teho. On yleisesti hyväksyttyä, että tehoilmaisimen, jonka yksikkö on wattia, tulisi olla 10 kertaa halkaisija millimetreinä laskettuna. Toisin sanoen, jos sen on tarkoitus hitsata putkia, joiden ulkohalkaisija on 30 mm, voit rajoittua malliin, jonka teho on 300 wattia. On syytä huomata, että annetut luvut eivät ole lopullisia ja tarkkoja, joten 30 %:n sisällä olevat virheet ovat sallittuja.
Siksi, jos hitsauslaitteen mallilla on suuri virrankulutus, tämä antaa omistajalle mahdollisuuden hitsata halkaisijaltaan suurempia putkia. Tällaisten laitteiden hankinta vaatii kuitenkin suuria kustannuksia.
5 ELITECH SPT 800

Rikas varustelu Maa: Venäjä (tuotettu Kiinassa) Keskihinta: 1 638 ruplaa. Arvio (2019): 4,5









Tämä budjetti juotosrauta polypropeeniputkille voidaan nähdä paitsi aloittelevien asentajien, myös ammattilaisten käsissä.Malli voi toimia kuuden putkikoon kanssa, 20-63 mm. Asiantuntijat panevat merkille korkealaatuiset teflonilla päällystetyt suuttimet. 800 W:n lämmitinteholla laite kuumenee nopeasti jopa 300°C:een. Lämmitin myös jäähtyy melko nopeasti. Valmistaja on täydentänyt tuotteensa 6 suuttimella, jalustalla, luotettavalla metallikotelolla ja työkaluilla (ruuvimeisseli, kuusioavain).
Analysoitaessa kuluttajien arvosteluja, laitteessa on useita etuja ja haittoja. Toisaalta malli ansaitsee kiitosta tehostaan, nopeasta lämpenemisestä ja jäähdytyksestä, sileistä saumoista, edullisesta hinnasta. Valitukset kohdistuvat epämukavaan telineeseen, hauraan koteloon, huonolaatuiseen teflonpinnoitteeseen.
Polypropeeniputkien hitsauskoneiden valmistajat, lyhyt katsaus malleihin.
Laitteita valittaessa yksi ratkaisevista kriteereistä on valmistajan maine. Ja vaikka polypropeeniputkien manuaalisen hitsauksen koneita ei voida kutsua liian monimutkaisiksi ja korkean teknologian laitteiksi, tällä alalla on myös tiettyjä viranomaisia.
Joten "trendsetters" tällaisten laitteiden tuotannossa pidetään "Rothenberger", "Valfex", "Dytron", "BRIMA", "Gerat", "KERN". Elitech-, Sturm-, Caliber-, Enkor-, PATRIOT-, Energomash-, DeFort-laitteet eivät ole yhtä luotettavia ja kysyttyjä. Tärkeintä on, että ostettu laite on todella alkuperäinen, ei väärennös, ja siihen liittyy valmistajan tehdastakuu.
Lopuksi perinteisesti pieni katsaus suosittuihin malleihin ja niiden keskimääräiseen hintatasoon.
| Mallin nimi, kuva | Lyhyt kuvaus mallista | Keskimääräinen hintataso, hiero. (huhtikuu 2016) |
|---|---|---|
"BRIMA TG-171", Saksa - Kiina  | Teho 750 W, hitsaushalkaisija - 63 mm asti, sähkömekaaninen termostaatti, lämmityslämpötila - jopa 300 °C. Lämpenemisaika - enintään 15 minuuttia. Sarja sisältää kuusi paria suuttimia 20-63 mm. | 3900 |
"ENCOR ASP-800", Venäjä - Kiina  | Teho 800 W, hitsaushalkaisija - jopa 63 mm, sähkömekaaninen termostaatti, lämmityslämpötila - jopa 300 °C. Vakaa alustajalusta. Sarja sisältää kuusi paria teflonpinnoitettuja suuttimia 20-63 mm. | 2200 |
Elitech SPT 1000, Venäjä - Kiina  | Laite, jossa on sylinterimäinen lämmityselementti. Teho - 1000 wattia. Hitsauksen halkaisija - 16 - 32 mm. Toimitukseen sisältyy teflonpinnoitettu suutinsarja (4 halkaisijaa). Ergonominen rungon ja kahvan muoto mahdollistaa työskentelyn vaikeapääsyisissä paikoissa. Sähkömekaaninen termostaatti. | 2700 |
"Sturm TW7219", Saksa - Kiina  | Suuritehoinen malli - 1900 W, mahdollisuus kytkeä päälle täysi ja puoli teho (yksi tai kaksi lämmityselementtiä). Kuusi paria teflonpäällysteisiä kärkiä. Suurin hitsaushalkaisija on 62 mm. Lämmitysaika - noin 12 minuuttia. Laajennettu toimituspaketti, joka ei vaadi lisätarvikkeiden ostamista. | 3300 |
Dytron Polys P-1a, Tšekki  | Laadukkaat ammattivarusteet. Teho - 650 wattia. Sylinterimäinen lämmitin erittäin tarkalla kapillaaritermostaatilla. Hitsauksen halkaisija - jopa 32 mm. Patentoidut 3 halkaisijan kengänkärjet, päällystetty korkealaatuisella sinisellä teflonilla. Kuusi lämpötila-asetusta. Automaattinen ylikuumenemissuoja. Paino - vain 1,3 kg, mikä helpottaa työtä vaikeapääsyisissä paikoissa. | 11200 minimikokoonpanossa - laite, teline ja kolme suutinta. |
Rothenberger ROWELD P 40T, Saksa  | Teho - 650 wattia.Suurin hitsaushalkaisija on 40 mm. Miekan muotoinen lämmitin, jossa on mahdollisuus asentaa kaksi paria holkkikaraa. Sarja sisältää 4 paria suuttimia 20-40 mm, laadukas teflonpinnoite. Tämän laitteen ominaisuudet - sisäänrakennettu termostaatti on suunniteltu erityisesti polypropeeniputkille ja se on ohjelmoitu korkean tarkkuuden ylläpitämiseen vakaassa 260 ° C:n lämpötilassa. Laitteen massa on 2,8 kg. | 14500 |
KERN Welder R63E, Saksa  | Ammattitason malli. Suhteellisen pieni teho, 800 W, ja samalla - mahdollisuus hitsata putkia, joiden halkaisija on jopa 63 mm. Mukana kuusi paria teflonpäällysteisiä kärkiä. Erittäin tarkka elektroninen asetetun lämpötilan asennus mikroprosessoriohjaimella, digitaalinen näyttö. | 13500 |
Lopuksi - video toisesta polypropeeniputkien hitsauskoneesta
Puskuhitsausmenetelmä
Tämän menetelmän avulla voit liittää polyeteeniputket hitsauksella käyttämällä erityisiä päittäishitsaukseen tarkoitettuja laitteita. Hitsin (tai "liitoksen") vetolujuus on yhtä suuri kuin itse polyeteeniputken. Kuumennetulla työkalulla hitsaamalla liitetään PE-putket, joiden halkaisija on 50 mm - 1600 mm. Tekniset vakiohitsaustilat on suunniteltu toimimaan ilman lämpötilassa -10°C - +30°C. Jos kadun ilman lämpötila ylittää normaalit lämpötilavälit, polyeteeniputkien hitsaus on suoritettava suojassa teknisten parametrien noudattamiseksi. HDPE-paineputkien puskuhitsaus on jaettu kahteen päävaiheeseen: valmistelutyöhön ja itse hitsaukseen. Valmisteluvaihe sisältää:
- hitsauslaitteiden suorituskyvyn tarkastaminen ja valmisteleminen käyttöön,
- hitsauslaitteiden sijoituspaikan valmistelu,
- hitsaukseen tarvittavien parametrien valinta,
- PE-putkien kiinnitys ja keskitys hitsauskoneen puristimiin,
- putkien tai osien hitsattujen pintojen päiden mekaaninen käsittely.
Laitteita valmisteltaessa valitaan vuoraukset ja puristimet, jotka vastaavat hitsattavan putken halkaisijaa. Kiukaan ja PE-putkien työstötyökalun työpinnat on puhdistettava liasta ja pölystä. Laitteen toimivuus tarkastetaan hitsauskoneen yksiköiden ja komponenttien silmämääräisen tarkastuksen sekä ohjauksen sisällyttämisen yhteydessä. Hitsauskoneessa tarkastetaan keskittimen liikkuvan puristimen kitkaton käynti ja pintalevyn toiminta. Hitsauslaitteiden sijoittaminen suoritetaan etukäteen valmisteltuun ja raivattuun paikkaan tai putkilinjaan sen jälkeen, kun PE-putkia on varastoitu sille. Tarvittaessa hitsauspaikka suojataan markiiseilla, jotka suojaavat sitä sateelta, hiekalta ja pölyltä. Märällä säällä on suositeltavaa asentaa hitsauslaitteet puusuojuksiin. Ja polyeteeniputken vapaa pää on suositeltavaa sulkea varastotulpilla, jotta putken sisällä ei synny vetoa hitsauksen aikana.
Hitsattujen paine-HDPE-putkien ja osien kokoonpano, mukaan lukien hitsattavien päiden asennus, kohdistus ja kiinnitys, suoritetaan hitsauskoneen keskittimen puristimissa. PE-putkien hitsauskoneen puristimet on kiristetty niin, että ne estävät putkien liukumisen ja eliminoivat mahdollisuuksien mukaan soikeaisuuden päistä.Hitsattaessa suurihalkaisijaisia PE-putkia, koska niillä on riittävän suuri omapaino, vapaiden päiden alle asetetaan tuet putken suuntaamiseksi ja putken hitsatun pään liikkumisen estämiseksi. Hitsausprosessin järjestys:
- mittaa ensin voima, joka tarvitaan liikkuvan puristimen siirtämiseen kiinteällä putkella,
- putkien päiden väliin asennetaan lämmitin, joka lämmitetään vaadittuun lämpötilaan,
- suorita uudelleenvirtausprosessi painamalla PE-putkien päät lämmittimeen luoden tarvittavan paineen,
- päitä puristetaan jonkin aikaa (tämän polyeteeniputken hitsaustekniikan mukaan), kunnes ilmestyy primäärinen purse, jonka korkeus on 0,5 - 2,0 mm,
- primaarisen purseen ilmaantumisen jälkeen painetta alennetaan ja pidetään yllä niin kauan kuin tarvitaan putkien päiden lämmittämiseen,
- lämmitysprosessin päätyttyä keskittimen liikkuva puristin vedetään 5-6 cm taaksepäin ja lämmitin poistetaan hitsausalueelta,
- lämmittimen poistamisen jälkeen saatetaan polyeteeniputkien päät kosketuksiin, jolloin syntyy saostumiseen tarvittava paine,
- saostuspainetta ylläpidetään niin kauan kuin liitos jäähtyy, minkä jälkeen tuloksena oleva hitsi tarkastetaan silmämääräisesti ulomman purseen koon ja konfiguraation suhteen,
- merkitse sitten tuloksena oleva hitsi.
Laitetyypit
Osien yhdistämisperiaatteen mukaan hitsausyksiköt jaetaan kahteen tyyppiin:
- sähköfuusioliitäntään;
- pistorasialle ja takapuolelle.
Toimintaperiaatteen mukaan kaikentyyppiset laitteet jaetaan manuaalisiin ja mekaanisiin. Kaikissa hitsauslaitteissa, tyypistä riippumatta, on 4 pääyksikköä: generaattori, lämpötilansäädin, tehomoduuli ja tekninen yksikkö, johon osat on kytketty.Jälkimmäisellä on erilainen rakenne (riippuen hitsaustyypistä).
Manuaalinen
Manuaaliset pienikokoiset hitsauskoneet ovat levyn muotoisia, ja niissä on kärjet HDPE-osien päiden kiinnittämiseen. Valmisteltujen pintojen yhdistäminen vaatii ihmisen vaivaa, joten putken halkaisija ei saa ylittää 125 mm. Kotikäyttöön valitaan kädessä pidettävä laite, se on helpoin hallita, sen hinta on edullinen.
Mekaaninen
Nämä laitteet on suunniteltu ammattilaisille. Niihin kuuluvat seuraavat:
- keskitin kärjillä osien kiinnittämiseen;
- päätyleikkuri teroitettuilla veitsillä putkien käsittelyyn;
- lämmityselementti (hitsauspeili);
- pakkauslaite.
Liitettyjen putkien puristamisesta huolehtii mekaanikko, joten niiden halkaisija on rajoittamaton. Hitsaus mekaanisella laitteella on edistyneempi menetelmä: se helpottaa käyttäjän työtä ja tekee liitoksesta luotettavamman.
hydraulinen
Hydraulisissa laitteissa tuotteiden puristaminen tapahtuu hydraulikäytön avulla. Tällaiset laitteet on suunniteltu puskuhitsaukseen ja niitä on 3 tyyppiä:
- Manuaalinen. Kaikki toiminnot suoritetaan manuaalisesti. Käytetään putkistojen hitsaukseen keskimääräisellä ja alhaisella paineella.
- Puoliautomaattinen. Manuaalinen työ sisältää vain putkien laskemisen. Yhteys tapahtuu automaattisesti.
- Automaattinen. Yksikön kaikkien yksiköiden liikkeitä prosessin alusta loppuun ohjataan tietokoneella, käyttäjä syöttää vain tarvittavat parametrit.
Nykyaikaiset koneet toimivat suurella tarkkuudella. He osaavat lukea tarvittavat tiedot HDPE:hen painetusta viivakoodista tai sähköliitännöistä, prosessin lopussa laativat raportointiprotokollan, ilmoittavat virheistä.
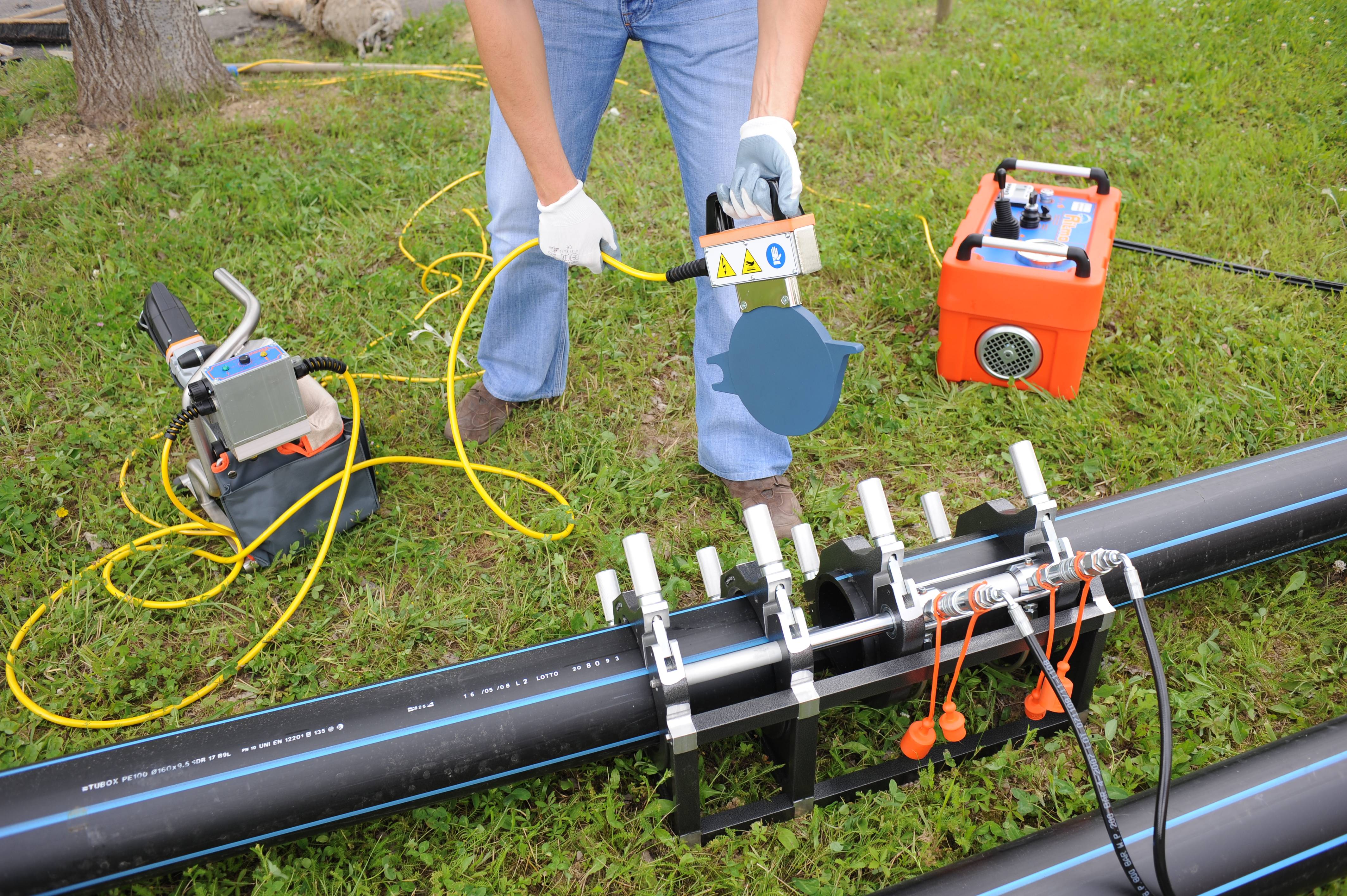
Sähköfuusiolaitteet
 Sähköfuusiohitsauksen tekniikka on seuraava.Valmistusvaiheessa jokaiseen kytkimeen asetetaan lämmityselementti sisäpinnasta kahdella johdolla sen ulkopinnalle.
Sähköfuusiohitsauksen tekniikka on seuraava.Valmistusvaiheessa jokaiseen kytkimeen asetetaan lämmityselementti sisäpinnasta kahdella johdolla sen ulkopinnalle.
Kytkettävät putket työnnetään liittimeen. Erikoiskaapelilla kytketään kytkimen ja hitsauskoneen lähdöt. Sen jälkeen kytkimen sisällä olevaa elementtiä lämmitetään.










Tästä johtuen polypropeeniputken ja kytkimen osa sulaa lämmityselementin alueella. Kun laite sammutetaan, tapahtuu tuotteen yhdistettyjen osien käänteinen polymeroituminen. Tuloksena on monoliittinen yhteys.
voi työskennellä melkein minkä tahansa halkaisijan tuotteiden kanssa. He voivat hitsata polypropeeniputkia sekä matalapainepolyeteenituotteita (HDPE).
Pääelementti on mikroprosessori yksikkö säädetyllä virtalähteellä. Se tallentaa hitsausprotokollan toiminnan valvontaa varten ja tuottaa tarvittavan virran vaaditun lämmityslämpötilan saavuttamiseksi.
Tiettynä aikana, tuotteen halkaisijasta ja muista olosuhteista riippuen, se sammuttaa laitteen. Laitetta voidaan käyttää ulkona lämpötila-alueella -20…+60 °C.
Esimerkiksi Rothenberger ROWELD ROFUSE PRINT -laite, jolla on pieni paino ja mitat (pieni laatikko, joka painaa noin 20 kg), mahdollistaa HDPE- ja polypropeeniputkien yhdistämisen, joiden halkaisija on jopa 1200 mm.
Niiden tiedot voidaan syöttää manuaalisesti tai lukea valmistajan putkeen asentamasta viivakoodista. Laite on helppokäyttöinen ja sen mukana tulee tarkat ohjeet.
Kuinka valita oikea laite?
Laitteet muovin hitsaukseen toimivat kuten juotoskolvi, ja ne jaetaan tavanomaisesti kahteen tyyppiin - manuaaliseen ja mekaaniseen.
Manuaalinen laite
Edustaa lämmityslevyä, jossa on kärjet putkien päitä ja kahvaa varten.Toimintaperiaatteen mukaan se on samanlainen kuin silitysrauta ja sähköinen juotoskolvi.

Yhdistettävien tuotteiden puristaminen vaatii ihmisen vaivaa. Sopii PE-putkille, joiden halkaisija on enintään 12,5 cm. Näin ollen se ei sovellu suuriin työmääriin, ja se kannattaa valita kotikäyttöön.
Mekaaninen
Mekaaninen juotoslaite on tukirunko levyineen putkien kiinnitystä varten ja instrumenttilohko. Lämmityselementti, jonka sisällä on lämmityselementtejä, lämmittää liitettyjen putkien päitä, ja mekaniikka puristaa nämä paikat voimakkaasti.
Sitä käytetään sellaisten tuotteiden hitsaukseen, jotka ovat alttiina suurelle käyttökuormitukselle. Tuotteiden halkaisija on rajoittamaton.
Ammattilaisten tulisi valita tämä vaihtoehto.
Hyödyllisiä vinkkejä oikean valinnan tekemiseen:
Kiinnitä huomiota pakkaukseen
Suuttimien avaimella varustettu laite soveltuu työskentelyyn yhden, enintään kahden halkaisijan kanssa. Jos työn laajuus on suurempi, valitse laitteet, joissa on erikokoisia suuttimia;
Yksikön teho
Ammattilaisilla on yksi salaisuus. Laitteen vähimmäisteho lasketaan yksinkertaisella kaavalla - suurin putken halkaisija, jonka kanssa sinun on työskenneltävä, kerrotaan 10:llä.







Esimerkiksi, jos aiot hitsata kotona halkaisijaltaan 50 mm:n putkia, yksikön vähimmäisteho = 50 × 10 = 500 W;
Mikä valmistaja valita?
Korkein luokitus on tšekkiläisten yritysten tuotteille (esimerkiksi TM "Daitron"). Mutta tuotteiden hinta - puree. Siksi - vaihtoehtona - turkkilaiset valmistajat. Kotimaisesta tuotannosta on hyviä malleja.
Päätelmät ja hyödyllinen video aiheesta
Vertailu ja hyödyllisiä vinkkejä hitsauskoneiden valintaan:
Tämä video osoittaa vaiheittaisen prosessin pp-putkien hitsauskoneen kokoamiseksi omin käsin:
Sopivan hitsauskoneen valitseminen polyeteeniputkille ei ole niin vaikeaa. On parempi antaa etusija tunnettujen valmistajien tuotteille hyväksyttävässä hintaluokassa. Noudattamalla tarkasti hitsaustekniikkaa voidaan saada luotettava liitos.
Kerro meille, kuinka valitsit hitsauskoneen polymeeriputken kokoamiseen kotona tai maalla. Kerro valintasi taustalla olevat syyt. Jätä alla olevaan lohkoon, lähetä valokuva artikkelin aiheesta, kysy kysymyksiä.



